
Metaal-WIKI
Lasverbindingen
Lasverbindingen in de metaalbewerking
Lasverbindingen bepalen hoe metalen onderdelen met elkaar worden verbonden en vormen daarmee de basis van iedere gelaste constructie. De gekozen lasverbinding heeft directe invloed op de sterkte, doorlassing, spanningsverdeling en duurzaamheid van het eindresultaat. Onafhankelijk van het gebruikte lasproces speelt de geometrie van de verbinding een cruciale rol binnen de metaalbewerking.
Op deze pagina vind je een overzicht van de meest gebruikte lasverbindingen en naadvormen. Je leest wat lasverbindingen zijn, welke typen er bestaan en welke factoren bepalend zijn bij het kiezen van de juiste verbinding voor een specifieke toepassing.
Wat zijn lasverbindingen?
Een lasverbinding beschrijft de geometrische manier waarop twee of meer metalen delen door lassen permanent met elkaar worden verbonden. De vorm van de verbinding bepaalt hoe het lasbad zich ontwikkelt, hoe diep de doorlassing kan plaatsvinden en hoe krachten worden overgedragen binnen de constructie.
Lasverbindingen staan los van het gekozen lasproces, maar zijn er wel nauw mee verbonden. Of er nu wordt gelast met MAG lassen, TIG lassen of een andere lastechniek: de verbindingsvorm bepaalt in grote mate de uiteindelijke lasnaadkwaliteit en inspecteerbaarheid.
Soorten lasverbindingen
Lasverbindingen kunnen op verschillende manieren worden ingedeeld. In de praktijk wordt onderscheid gemaakt op basis van:
- de positie van de te verbinden delen
- de richting en grootte van de belasting
- de toegankelijkheid van de las
- de materiaaldikte
Op basis hiervan zijn specifieke naadvormen ontwikkeld die zorgen voor voldoende doorlassing en constructieve sterkte.
Veelgebruikte lasverbindingen en naadvormen
Onderstaande lasverbindingen worden het meest toegepast binnen de metaalbewerking. Elke verbinding vraagt om een specifieke voorbereiding en uitvoering.
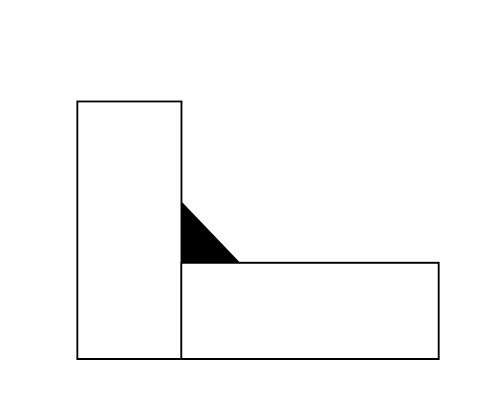
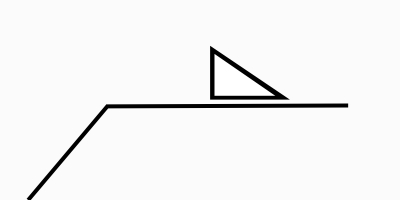
Hoeklas
Een hoeklas wordt toegepast wanneer twee platen haaks op elkaar staan. Deze verbinding komt voor in vrijwel alle constructies zoals kokers, frames en staalconstructies.
Lasteken:
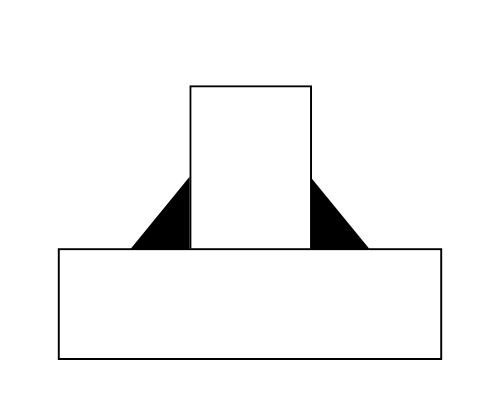
Dubbele hoeklas
Een dubbele hoeklas ontstaat wanneer beide zijden van een hoek worden gelast. Dit verhoogt de sterkte en wordt toegepast bij constructies die krachten uit meerdere richtingen moeten opvangen.
Lasteken:

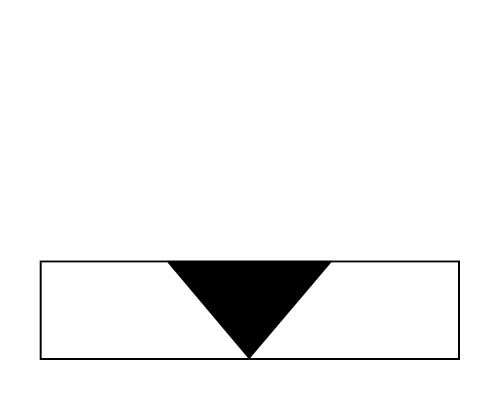
V-naad
Bij een V-naad worden de plaatkanten schuin afgeschuind zodat er ruimte ontstaat voor doorlassing. Dit is geschikt voor dikker materiaal en verbindingen waar sterkte belangrijk is.
Lasteken:
Halve V-naad
Bij een halve V-naad wordt slechts één plaatkant afgeschuind. Dit is handig wanneer slechts één zijde bereikbaar is, maar toch een sterke las moet worden gelegd.
Lasteken:
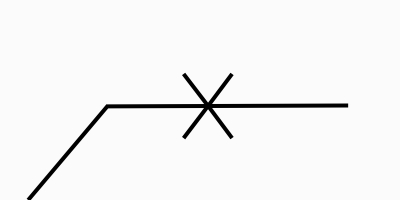
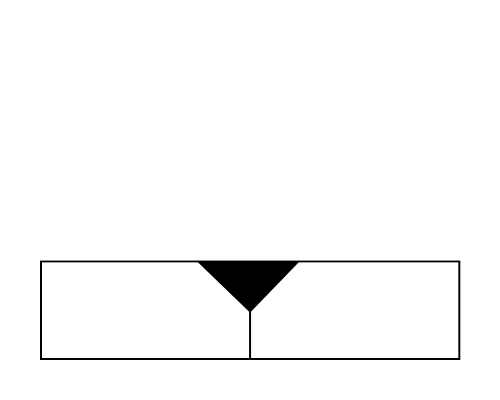
X-naad
Een X-naad bestaat uit een dubbele afschuining, waardoor de las van beide zijden kan worden gelegd. Perfect voor zware constructies en dikke platen.
Lasteken:
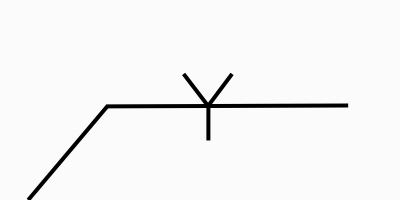
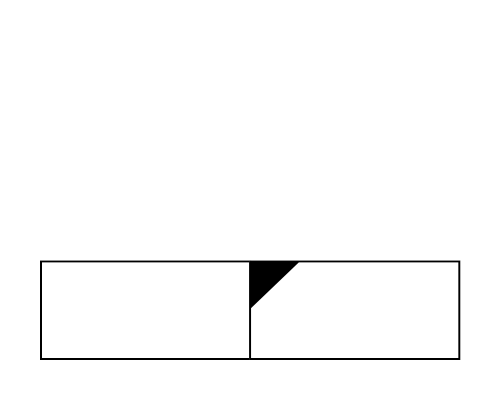
Y-naad
Een Y-naad heeft een asymmetrische, afgeronde afschuining die helpt om diep in te lassen met minder warmte-inbreng. Deze naadvorm komt voor bij dik materiaal en hoogwaardige verbindingen.
Lasteken:
Halve Y-naad
Een halve Y-naad wordt toegepast wanneer slechts één zijde te lassen is, maar toch voldoende doorlassing nodig is. De asymmetrische vorm maakt de verbinding geschikt voor beperkt toegankelijke constructies.
Lasteken:
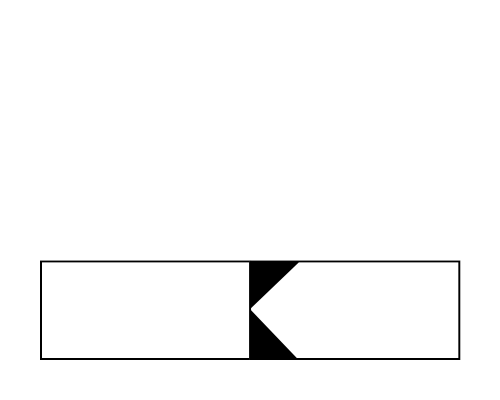
K-naad
De K-naad wordt gebruikt wanneer één zijde moeilijk bereikbaar is, maar er toch volledige doorlassing nodig is. Het is een asymmetrische naad die één keer afgeschuind wordt.
Lasteken:
Keuze van de juiste lasverbinding
De juiste lasverbinding wordt gekozen op basis van meerdere technische factoren. Belangrijke aandachtspunten zijn:
- de mechanische belasting van de constructie
- de dikte en het type materiaal
- de bereikbaarheid van de laspositie
- esthetische eisen aan de lasnaad
- mogelijkheden voor nabehandeling en inspectie
Hoewel het gekozen lasproces, zoals MAG lassen, invloed heeft op de uitvoerbaarheid, blijft de verbindingsvorm leidend voor de constructieve eigenschappen van de las.
Inspectie en controle van lasverbindingen
Lasverbindingen worden na het lassen gecontroleerd om vast te stellen of ze voldoen aan de gestelde kwaliteitseisen. Visuele inspectie is daarbij de eerste stap, waarbij wordt gekeken naar lasnaadvorm, doorlassing en zichtbare onregelmatigheden.
Bij hogere kwaliteitseisen kunnen aanvullende inspectiemethoden worden ingezet. Ultrasoon onderzoek is een veelgebruikte techniek om interne onvolkomenheden in lasverbindingen op te sporen zonder het materiaal te beschadigen. Deze methode wordt toegepast bij constructies waar betrouwbaarheid en veiligheid essentieel zijn.
Relatie met lasprocessen
Lasverbindingen worden altijd gerealiseerd in combinatie met een lasproces. Afhankelijk van de gekozen lastechniek, zoals MAG lassen of andere vormen van booglassen, kunnen de uitvoering en het gedrag van de lasverbinding verschillen. Toch blijft de geometrie van de verbinding bepalend voor de uiteindelijke sterkte en duurzaamheid van de constructie.
Lasverbindingen in context
Lasverbindingen vormen samen met lasprocessen, materiaalkeuze en inspectie de basis van betrouwbare lasconstructies. Binnen de metaalbewerking worden deze aspecten altijd in samenhang bekeken om veilige, reproduceerbare en duurzame verbindingen te realiseren.