Metaal-WIKI
Dubbele hoeklas
Een dubbele hoeklas wordt toegepast wanneer een enkele las niet volstaat om de optredende krachten veilig over te dragen. In veel constructies is de lasverbinding niet alleen een bevestiging, maar een dragend onderdeel dat meewerkt in de sterkte en stijfheid van het geheel. Door aan beide zijden van een hoekverbinding een las aan te brengen, ontstaat een verbinding die beter bestand is tegen hogere belastingen en wisselende krachten. Het begrip dubbele hoeklas gaat daarmee verder dan een visuele verdubbeling van lasmetaal. Het raakt direct aan constructief gedrag, warmte-inbreng en kwaliteitsborging binnen het laswerk.

Lasteken
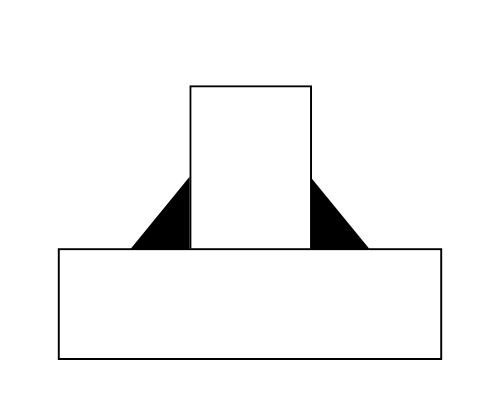
Dubbele hoeklas – Verhoogde belastbaarheid
De verhoogde belastbaarheid van een dubbele hoeklas ontstaat doordat de krachten symmetrisch over de verbinding worden verdeeld. Waar een enkele hoeklas de belasting via één lasnaad moet opnemen, delen bij een dubbele uitvoering beide lassen deze taak. Dit verlaagt de spanningen per las en vermindert het risico op lokale overbelasting. In de praktijk betekent dit dat de verbinding stijver is en minder gevoelig voor vervorming onder belasting.
Voor ontwerpers is dit een belangrijk uitgangspunt. Bij constructies waar buiging, torsie of dynamische belasting voorkomt, biedt een dubbele hoeklas meer zekerheid. De lasverbinding gedraagt zich voorspelbaarder, mits beide lassen gelijkwaardig zijn uitgevoerd. Dat vraagt om aandacht in zowel het ontwerp als de uitvoering op de werkvloer.
Technische betekenis van een dubbele hoeklas
Technisch gezien bestaat een dubbele hoeklas uit twee afzonderlijke hoeklassen die elk hun eigen smeltbad, lasnaadvorm en keelhoogte hebben. Samen vormen zij één functionele lasverbinding. De effectieve sterkte wordt bepaald door de gezamenlijke keelhoogte en de kwaliteit van de naadovergang tussen las en basismateriaal.
Een belangrijk aspect is dat de lassen elkaar niet automatisch versterken wanneer zij ongelijk zijn uitgevoerd. Een grotere las aan de ene zijde compenseert een te kleine las aan de andere zijde niet volledig. Hierdoor blijft de zwakste las bepalend voor het gedrag van de verbinding. Dit maakt maatvoering en consistentie essentieel.
Ook de lasvolgorde speelt een rol. Door eerst één zijde te lassen en daarna de tegenoverliggende zijde, kan restspanning worden beïnvloed. Onjuiste volgorde of te hoge warmte-inbreng kan leiden tot vervorming of ongewenste spanningen in het werkstuk.
Relatie met lasprocessen en uitvoering
De dubbele hoeklas is toepasbaar met vrijwel alle gangbare lasprocessen. Bij MIG MAG lassen wordt deze naadvorm vaak gekozen vanwege de goede controle over het smeltbad en de relatief hoge productiviteit. TIG lassen wordt ingezet wanneer een strakke lasnaadvorm en hoge afwerkingskwaliteit vereist zijn. Elektrode lassen en andere booglasprocessen worden toegepast wanneer omstandigheden of materiaalkeuze dit noodzakelijk maken.
Ongeacht het proces blijft de uitdaging gelijk. Beide lassen moeten vergelijkbare eigenschappen hebben. Dat betekent een consistente lasdraad, stabiele lasboog en een gelijkmatige voortloopsnelheid. Bij geautomatiseerd lassen of inzet van een lasrobot kan deze gelijkmatigheid beter worden geborgd, mits de lasvoorbewerking en positionering van het werkstuk correct zijn.
De laspositie heeft eveneens invloed. Een dubbele hoeklas in een gunstige positie laat zich eenvoudiger beheersen dan dezelfde verbinding in een lastige positie. Dit vraagt om vakmanschap van de lasser en een realistische inschatting in de werkvoorbereiding.
Praktische toepassing in constructies
In de praktijk wordt de dubbele hoeklas veel toegepast in dragende staalconstructies, machineframes en ondersteunende delen van installaties. Denk aan verbindingen tussen liggers en kolommen, verstevigingsribben en aansluitingen waar krachten vanuit meerdere richtingen worden overgedragen.
Ook in situaties waar inspecteerbaarheid belangrijk is, biedt de dubbele hoeklas voordelen. Beide zijden van de verbinding zijn visueel toegankelijk, waardoor inspecteurs de lasnaadvorm en afwerking beter kunnen beoordelen. Dit vergroot de kans dat afwijkingen vroegtijdig worden ontdekt.
Bij dunwandige constructies wordt de dubbele hoeklas minder snel toegepast. Hier kan de extra warmte-inbreng leiden tot vervorming of doorbranding. In dergelijke gevallen moet zorgvuldig worden afgewogen of de constructieve winst opweegt tegen de uitvoeringsrisico’s.
Technische aandachtspunten bij kwaliteit en risico’s
De kwaliteit van een dubbele hoeklas staat of valt met beheersing van het lasproces. Te veel warmte-inbreng kan leiden tot een grove lasstructuur en verminderde mechanische eigenschappen. Te weinig warmte resulteert in onvoldoende inbranding en een te kleine effectieve keelhoogte.
Lasfouten zoals porositeit, slakinsluitingen en oxidatie hebben bij een dubbele hoeklas extra impact. Omdat beide lassen bijdragen aan de sterkte, beïnvloedt een fout in één las direct het totale draagvermogen. Visuele inspectie richt zich daarom niet alleen op uiterlijk, maar ook op gelijkmatigheid tussen beide lassen.
Bij materialen zoals aluminium vraagt de dubbele hoeklas om extra aandacht. Aluminium heeft een hoge warmtegeleiding en een oxidehuid die de lasbaarheid beïnvloedt. Ongelijke afkoeling tussen beide zijden kan spanningen veroorzaken die later tot scheurvorming leiden.
Ook persoonlijke beschermingsmiddelen en veiligheid spelen een rol. Het lassen aan beide zijden van een werkstuk betekent vaak meer handelingen en herpositionering. Dit vergroot het belang van goede werkhouding, bescherming tegen lasrook en een veilige werkomgeving.
Relatie met normen en inspectie
Dubbele hoeklassen komen vaak voor in constructies die onder normen en richtlijnen vallen. De eisen aan lasgrootte, beenlengte en keelhoogte worden vastgelegd in tekeningen en lassymbolen. Inspecteurs toetsen of de uitvoering overeenkomt met deze vastlegging.
Visuele inspectie is meestal de eerste stap. Hierbij wordt gekeken naar lasnaadvorm, continuïteit en zichtbare onvolkomenheden. Afhankelijk van de constructie-eis kan aanvullende inspectie nodig zijn. Het is daarbij essentieel dat duidelijk is waarom voor een dubbele hoeklas is gekozen en welke functie deze vervult binnen de constructie.
De rol van de lascoördinator is hierin belangrijk. Deze bewaakt dat de gekozen lasnaadvorm past bij materiaal, belasting en lasproces en dat de uitvoering hierop aansluit. Zo blijft de verhoogde belastbaarheid geen theoretisch begrip, maar een aantoonbare eigenschap van de verbinding.
Samenhang met andere lasnaadvormen
De dubbele hoeklas staat niet op zichzelf. In sommige situaties kan een V naad, Y naad of K naad een alternatief bieden, vooral wanneer volledige doorlassing vereist is. Het verschil is dat deze naadvormen vooral worden gekozen voor plaat op plaat verbindingen, terwijl de dubbele hoeklas typisch is voor haakse aansluitingen.
Het begrijpen van deze samenhang helpt bij het maken van de juiste ontwerpkeuze. Een dubbele hoeklas is geen standaardoplossing, maar een bewuste keuze binnen het geheel van lastechnieken en naadvormen. Door de technische implicaties te kennen, kan deze naadvorm effectief en verantwoord worden toegepast.
Een goed uitgevoerde dubbele hoeklas draagt bij aan een robuuste constructie waarin belastingen gecontroleerd worden overgedragen. Dat vraagt om inzicht in werking, aandacht voor uitvoering en een realistische beoordeling van de omstandigheden waarin wordt gelast. Juist in die combinatie ligt de waarde van deze lasverbinding binnen de metaalbewerking.
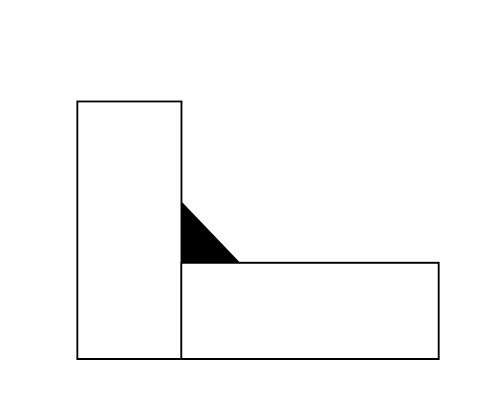
Hoeklas
Een hoeklas wordt toegepast wanneer twee platen haaks op elkaar staan. Deze verbinding komt voor in vrijwel alle constructies zoals kokers, frames en staalconstructies.
Lasteken:
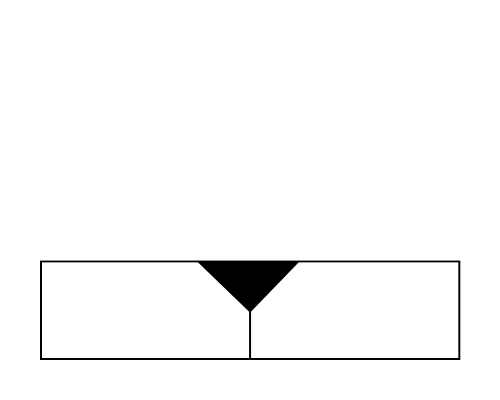
V-naad
Bij een V-naad worden de plaatkanten schuin afgeschuind zodat er ruimte ontstaat voor doorlassing. Dit is geschikt voor dikker materiaal en verbindingen waar sterkte belangrijk is.
Lasteken:
Halve V-naad
Bij een halve V-naad wordt slechts één plaatkant afgeschuind. Dit is handig wanneer slechts één zijde bereikbaar is, maar toch een sterke las moet worden gelegd.
Lasteken:
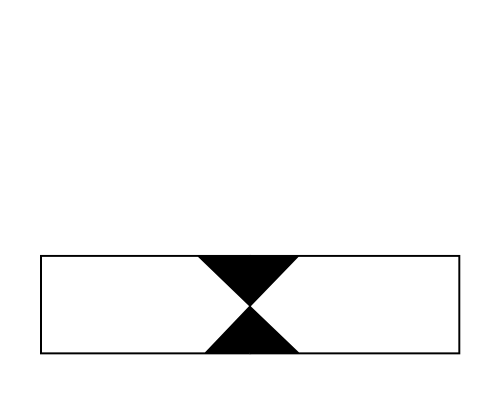
X-naad
Een X-naad bestaat uit een dubbele afschuining, waardoor de las van beide zijden kan worden gelegd. Perfect voor zware constructies en dikke platen.
Lasteken:
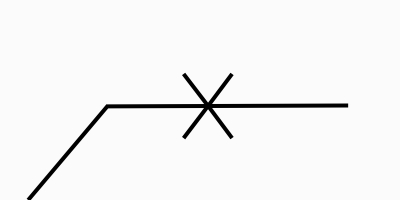
Y-naad
Een Y-naad heeft een asymmetrische, afgeronde afschuining die helpt om diep in te lassen met minder warmte-inbreng. Deze naadvorm komt voor bij dik materiaal en hoogwaardige verbindingen.
Lasteken:
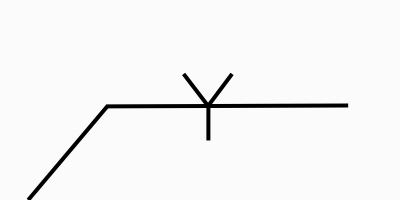
Halve Y-naad
Een halve Y-naad wordt toegepast wanneer slechts één zijde te lassen is, maar toch voldoende doorlassing nodig is. De asymmetrische vorm maakt de verbinding geschikt voor beperkt toegankelijke constructies.
Lasteken:
K-naad
De K-naad wordt gebruikt wanneer één zijde moeilijk bereikbaar is, maar er toch volledige doorlassing nodig is. Het is een asymmetrische naad die één keer afgeschuind wordt.
Lasteken: