Metaal-WIKI
Halve V naad lassen
Bij het lassen van constructies waar slechts één zijde toegankelijk is, speelt de keuze van de lasnaadvorm een bepalende rol. De halve V naad is een oplossing die in de praktijk vaak wordt toegepast wanneer volledige doorlassing gewenst is, maar de achterzijde van het werkstuk niet bereikbaar is. Deze naadvorm zit technisch tussen eenvoudige I naden en volledig symmetrische V of X naden in en vraagt om inzicht in lasgedrag en materiaalrespons.
Lasteken
Halve V-naad lassen – Enkelzijdige lasvoorbereiding
Binnen de metaalbewerking wordt met een halve V naad een stompe lasverbinding bedoeld waarbij slechts één van de te verbinden delen is afgeschuind. De las wordt volledig vanaf één zijde uitgevoerd en moet voldoende inbranding en doorlassing realiseren om de gewenste sterkte te behalen. Deze enkelzijdige lasvoorbereiding wordt vaak gekozen vanuit praktische overwegingen zoals bereikbaarheid, montagevolgorde of constructieve beperkingen.
Waarom deze naadvorm relevant is, ligt vooral in de combinatie van maakbaarheid en laskwaliteit. Waar een I naad bij grotere materiaaldiktes snel zijn grenzen bereikt, biedt de halve V naad extra ruimte voor de lasboog en het smeltbad zonder dat beide zijden voorbewerkt hoeven te worden. Tegelijkertijd vraagt deze asymmetrische geometrie om meer beheersing van het lasproces dan bij symmetrische naadvormen.
Hoe de halve V naad technisch functioneert
De werking van een halve V naad wordt bepaald door de geometrie van de lasopening. De afschuining creëert ruimte voor het smeltbad en maakt het mogelijk om dieper in het materiaal door te dringen. Omdat slechts één zijde is voorbereid, concentreert de warmte-inbreng zich aan één kant van de verbinding. Dit heeft directe gevolgen voor de vorming van het smeltbad, de wortelopbouw en de krimp tijdens afkoelen.
Bij correct lassen vloeit het gesmolten materiaal door tot aan de wortel, waardoor een homogene las ontstaat over de volledige materiaaldikte. De lasrups aan de zichtzijde vormt hierbij niet alleen de afdekking, maar is ook bepalend voor de interne kwaliteit van de verbinding. Kleine afwijkingen in lasstroom, lassnelheid of lastoortspositie hebben daardoor een grotere invloed dan bij dubbelzijdige lasnaden.
De relatie met het gekozen lasproces is essentieel. TIG lassen biedt veel controle over het smeltbad en is daardoor geschikt voor dunne tot middeldikke materialen waar precisie vereist is. MIG/MAG lassen wordt vaker ingezet bij grotere diktes of productieomgevingen waar snelheid een rol speelt. In beide gevallen moeten de lasparameters zorgvuldig worden afgestemd op de naadgeometrie om bindingsfouten te voorkomen.
Waar deze naadvorm in de praktijk wordt toegepast
De halve V naad komt vooral voor in situaties waar de achterzijde van de las niet toegankelijk is. Dat kan het geval zijn bij gesloten frames, machineconstructies of samengestelde producten die al gedeeltelijk zijn gemonteerd. Ook bij reparatiewerk of aanpassingen aan bestaande constructies is deze naadvorm vaak de enige praktische optie.
In de praktijk wordt de halve V naad veel gebruikt bij plaatmateriaal en profielen waar de materiaaldikte te groot is voor een eenvoudige stompe las zonder voorbewerking. De naadvorm maakt het mogelijk om een sterke verbinding te realiseren zonder ingrijpende bewerkingen aan beide zijden van het werkstuk. Dit bespaart tijd in de voorbereiding, maar verplaatst de complexiteit naar de uitvoering van het lasproces.
Bij serieproductie kan de halve V naad aantrekkelijk zijn vanwege de beperkte voorbewerking. Tegelijkertijd vereist dit een stabiele procesvoering. Variaties in passing, lasopening of materiaaldikte hebben direct invloed op de laskwaliteit. Daarom wordt deze naadvorm vaak toegepast in omgevingen waar ervaring en procesbeheersing aanwezig zijn.
Technische aandachtspunten bij kwaliteit en uitvoering
De asymmetrische opbouw van de halve V naad brengt specifieke aandachtspunten met zich mee. Eén van de belangrijkste is vervorming. Doordat de warmte-inbreng aan één zijde geconcentreerd is, ontstaat een ongelijkmatige krimp. Dit kan leiden tot kromtrekken of spanningen in het werkstuk, vooral bij grotere lengtes of dunwandige materialen.
Ook de lasopening en tussenruimte zijn kritisch. Een te kleine opening belemmert de doorlassing, terwijl een te grote opening het smeltbad instabiel maakt en het risico op doorzakken vergroot. De juiste balans is sterk afhankelijk van het materiaal, de dikte en het gekozen lasproces.
Bij materialen zoals aluminium komt daar nog het risico op oxidatie en warmtegevoeligheid bij. De lasnaadvoorbewerking moet schoon zijn en de warmte-inbreng moet nauwkeurig worden geregeld. Aluminium vergeeft minder dan staal en laat bij een halve V naad sneller onvolkomenheden zien in de wortelzone.
Inspecteerbaarheid is een ander aandachtspunt. Omdat de achterzijde niet visueel beoordeeld kan worden, blijft de interne kwaliteit van de wortel afhankelijk van procesbeheersing en ervaring. Bij kritische constructies kan aanvullende inspectie nodig zijn om zekerheid te krijgen over de doorlassing en afwezigheid van lasfouten.
Samenvattende afronding
Halve V naad lassen is een lastechniek die voortkomt uit praktische beperkingen en technische afwegingen. De enkelzijdige lasvoorbereiding maakt het mogelijk om sterke stompe lasverbindingen te realiseren wanneer de achterzijde niet bereikbaar is. Tegelijkertijd vraagt deze naadvorm om inzicht in lasprocessen, materiaalgedrag en vervormingen.
Wie de halve V naad begrijpt als onderdeel van het totale lasproces, kan deze vorm effectief inzetten zonder concessies te doen aan kwaliteit. Het succes ligt niet in de eenvoud van de voorbereiding, maar in de beheersing van de uitvoering en het begrip van de onderliggende techniek.
Relatie met andere lasnaadvormen en lastechnieken
De halve V naad staat niet op zichzelf, maar maakt deel uit van een breder spectrum aan lasnaadvormen. In vergelijking met een volledige V naad of X naad vraagt deze vorm minder voorbewerking, maar biedt hij ook minder symmetrie in warmteverdeling. Een K naad of U naad wordt vaak gekozen bij grotere diktes waar beheersing van lasvolume en vervorming belangrijker is.
Ten opzichte van een I naad biedt de halve V naad duidelijk meer zekerheid bij dikkere materialen. Waar een I naad snel leidt tot onvoldoende inbranding, maakt de afschuining bij de halve V naad het lasproces beter controleerbaar. De keuze tussen deze naadvormen is daarom altijd een afweging tussen toegankelijkheid, materiaaldikte en vereiste laskwaliteit.
Ook de koppeling met lastechnieken is duidelijk zichtbaar. Smeltlasprocessen zoals TIG, MIG/MAG en elektrode lassen reageren elk anders op de asymmetrische naad. De halve V naad dwingt de lasser om bewust met warmte, toevoegmateriaal en lastoortspositie om te gaan.
Hoeklas
Een hoeklas wordt toegepast wanneer twee platen haaks op elkaar staan. Deze verbinding komt voor in vrijwel alle constructies zoals kokers, frames en staalconstructies.
Lasteken:
Dubbele hoeklas
Een dubbele hoeklas ontstaat wanneer beide zijden van een hoek worden gelast. Dit verhoogt de sterkte en wordt toegepast bij constructies die krachten uit meerdere richtingen moeten opvangen.
Lasteken:

V-naad
Bij een V-naad worden de plaatkanten schuin afgeschuind zodat er ruimte ontstaat voor doorlassing. Dit is geschikt voor dikker materiaal en verbindingen waar sterkte belangrijk is.
Lasteken:
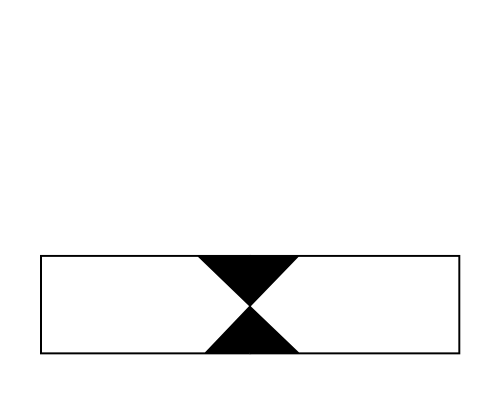
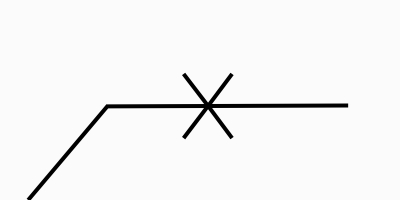
X-naad
Een X-naad bestaat uit een dubbele afschuining, waardoor de las van beide zijden kan worden gelegd. Perfect voor zware constructies en dikke platen.
Lasteken:
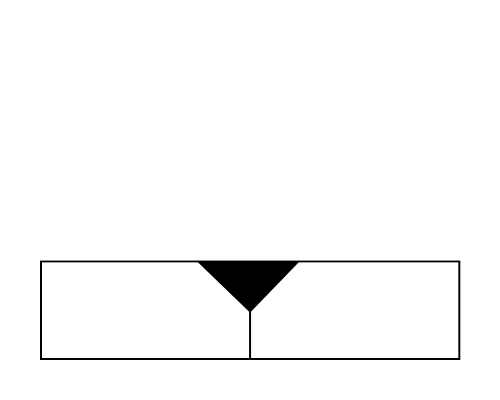
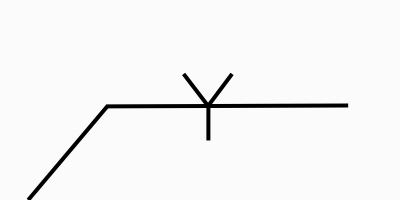
Y-naad
Een Y-naad heeft een asymmetrische, afgeronde afschuining die helpt om diep in te lassen met minder warmte-inbreng. Deze naadvorm komt voor bij dik materiaal en hoogwaardige verbindingen.
Lasteken:
Halve Y-naad
Een halve Y-naad wordt toegepast wanneer slechts één zijde te lassen is, maar toch voldoende doorlassing nodig is. De asymmetrische vorm maakt de verbinding geschikt voor beperkt toegankelijke constructies.
Lasteken:
K-naad
De K-naad wordt gebruikt wanneer één zijde moeilijk bereikbaar is, maar er toch volledige doorlassing nodig is. Het is een asymmetrische naad die één keer afgeschuind wordt.
Lasteken: