
Metaal-WIKI
Halve Y-naad lassen
De halve Y naad wordt binnen de metaalbewerking gebruikt als bewuste keuze om een stompe lasverbinding te realiseren met een asymmetrische opbouw. Deze naadvorm ontstaat wanneer slechts één van de twee werkstukken is voorzien van een Y-vormige laskantvoorbereiding, terwijl het andere deel recht blijft. Dat lijkt op het eerste gezicht een detail, maar in de praktijk heeft deze geometrie grote invloed op het lasproces, het materiaalgedrag en de uiteindelijke kwaliteit van de lasverbinding.
In constructies waar lassen niet alleen een verbindingsmethode is maar ook een structureel dragend element vormt, bepaalt de gekozen naadvorm hoe krachten worden overgedragen en hoe vervorming ontstaat. De halve Y naad neemt daarbij een bijzondere positie in omdat zij bewust afwijkt van symmetrische oplossingen zoals de V-naad of X-naad. De relevantie van deze naadvorm ligt vooral in situaties waarin toegankelijkheid, plaatdikte of productiekosten een rol spelen, zonder dat concessies worden gedaan aan doorlassing of lassterkte.
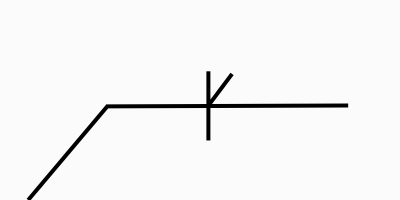
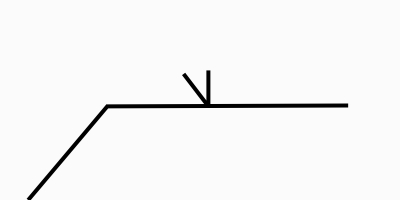
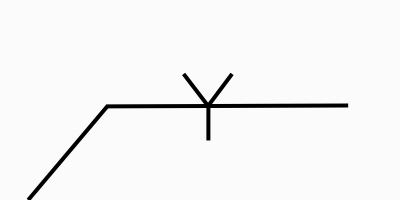
Lasteken
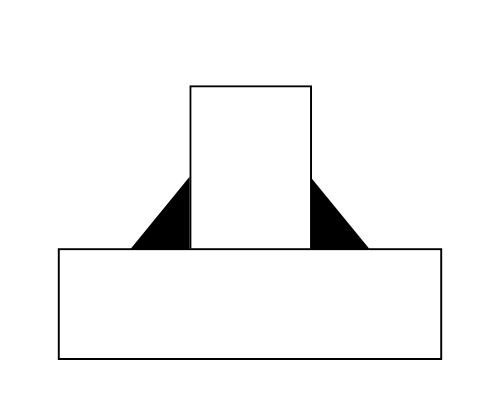
Halve Y-naad lassen – Asymmetrische lasnaad
De halve Y-naad wordt toegepast bij een stompe lasverbinding waarbij één laskant onder een hoek is voorbereid en de andere laskant niet. In tegenstelling tot een volledige Y-naad is de lasnaad hierdoor niet symmetrisch rond het middenvlak van de verbinding. Die asymmetrie bepaalt hoe het lasbad zich vormt en hoe de warmte zich door het materiaal verspreidt tijdens het lassen.
Technisch gezien creëert de afgeschuinde zijde voldoende ruimte voor het lasmetaal om in te vloeien en een goede doorlassing te realiseren. Tegelijkertijd blijft de niet afgeschuinde zijde intact, wat voordelen biedt bij dikkere platen of bij onderdelen die slechts vanaf één zijde bereikbaar zijn. De lasnaad krijgt hierdoor een karakteristieke vorm waarbij het grootste lasvolume aan één kant van de verbinding ligt.
Deze naadvorm vraagt om een goed begrip van laskantvoorbereiding en lasparameters. De lasopening, de hoek van de Y-naad en de materiaaldikte bepalen samen hoeveel lasmateriaal nodig is en hoe diep het lasbad moet doordringen. Onvoldoende aandacht hiervoor kan leiden tot onvolledige doorlassing of ongewenste spanningen in de lasverbinding.
Waarom deze naadvorm relevant is binnen constructief laswerk
Binnen constructies waar onderdelen een vaste positie hebben of waar slechts één zijde toegankelijk is, biedt de halve Y-naad een praktisch alternatief voor meer complexe naadvormen. Denk aan machineframes, zware plaatconstructies of samengestelde lasconstructies waarbij nabewerking aan de achterzijde niet mogelijk of niet wenselijk is.
De halve Y-naad maakt het mogelijk om met minder voorbereiding toch een betrouwbare lasverbinding te realiseren. Dat heeft directe gevolgen voor de kostprijs, de doorlooptijd en de reproduceerbaarheid van het laswerk. Minder afschuinen betekent minder verspaning, minder slijpen en een kleinere kans op maatfouten in de laskantvoorbereiding.
Tegelijkertijd vraagt deze naadvorm om meer aandacht van de lasser. Omdat de lasnaad asymmetrisch is, moet het lasproces zo worden gestuurd dat de warmte-inbreng niet leidt tot scheeftrekken of ongelijkmatige krimp. In dragende constructies is dit extra relevant omdat restspanningen zich niet gelijkmatig verdelen.
Technische werking en relatie met lasprocessen
Bij MIG MAG lassen en TIG lassen gedraagt het lasbad zich anders bij een halve Y-naad dan bij een symmetrische naadvorm. De open zijde warmt sneller op en bevat meer vloeibaar lasmetaal, terwijl de gesloten zijde warmte sneller afvoert. Dit verschil beïnvloedt de vorm van het lasbad en de stabiliteit van de lasboog.
Bij TIG lassen is dit effect goed zichtbaar doordat het lasbad relatief klein en gecontroleerd is. De lasser moet bewust sturen op smeltbadpositie en toevoegmateriaal om voldoende doorlassing aan de wortel te krijgen. Bij MIG MAG lassen speelt dit eveneens, maar dan in combinatie met draadaanvoer, booglengte en beschermgas. Een verkeerde balans kan leiden tot porositeit of onvoldoende inbranding aan de niet afgeschuinde zijde.
Ook bij elektrode lassen en andere booglasprocessen blijft dit principe gelden. De asymmetrische laskant dwingt de lasser om de elektrodehoek en voortloopsnelheid aan te passen. De halve Y-naad is daardoor minder vergevingsgezind dan een V-naad en vraagt meer procesbeheersing.

TIG lassen
TIG lassen is een nauwkeurige lastechniek waarbij een niet-afsmeltende wolfraamelektrode en een inert gas (argon) zorgen voor een stabiele, schone las.
Typische toepassingen:
- Dun plaatwerk
- RVS en aluminium
- Zichtwerk met hoge esthetische eisen
- Precisiewerk in machinebouw of food-industrie

MIG/MAG lassen
MIG/MAG lassen gebruikt een continu aangevoerde lasdraad en een gasbescherming. MIG werkt met inert gas (argon/helium), MAG met actief gas (CO₂ of menggas).
Typische toepassingen:
- Staalconstructies
- Seriewerk en productie
- Middeldikke platen
- Carrosserie, machinebouw, constructiewerk

Elektrode lassen (BMBE)
Elektrode lassen gebruikt een beklede staaf die zelf smelt en een beschermende slaklaag vormt tijdens het lassen.
Typische toepassingen:
- Buitenwerk (ongevoelig voor wind)
- Reparaties
- Moeilijk bereikbare plekken
- Dikkere materialen
Praktische toepassing in de werkplaats en constructie
In de praktijk wordt de halve Y-naad vaak toegepast bij middelgrote tot grotere plaatdiktes waar een I-naad onvoldoende zekerheid biedt voor doorlassing. Vooral bij constructies waarbij de achterzijde niet bereikbaar is voor een tweede lasgang of nabewerking, biedt deze naadvorm een oplossing.
De keuze voor een halve Y-naad wordt vaak al in de ontwerpfase gemaakt. Op tekening wordt vastgelegd welke zijde wordt afgeschuind en hoe de pijl en lassymbolen moeten worden geïnterpreteerd. In de werkplaats betekent dit dat de laskantvoorbereiding nauwkeurig moet worden uitgevoerd, omdat correctie achteraf beperkt is.
Bij geautomatiseerd of gerobotiseerd lassen is de halve Y-naad eveneens toepasbaar, mits de lasparameters goed zijn afgestemd. De reproduceerbaarheid van de laskant en de positionering van het werkstuk zijn hierbij cruciaal om constante lasnaadkwaliteit te waarborgen.
Technische aandachtspunten en kwaliteitsrisico’s
De asymmetrische opbouw van de halve Y-naad brengt specifieke risico’s met zich mee. Ongelijke warmte-inbreng kan leiden tot vervorming, vooral bij langere laslengtes of dunwandige constructies. Daarnaast bestaat het risico dat de wortelzijde onvoldoende wordt doorlassen, wat de lassterkte direct beïnvloedt.
Visuele inspectie richt zich vooral op de zichtbare zijde van de lasnaad, maar geeft niet altijd zekerheid over de inwendige kwaliteit. Bij kritische toepassingen kan aanvullend onderzoek nodig zijn om te controleren op porositeit, slakinsluitingen of onvolledige doorlassing. De gekozen naadvorm bepaalt daarbij in hoge mate hoe inspecteerbaar de lasverbinding is.
Ook materiaalkeuze speelt een rol. Materialen met een hoge warmtegeleiding of gevoeligheid voor scheurvorming reageren sterker op de asymmetrie van de lasnaad. Dit vraagt om aangepaste lasparameters en soms om extra maatregelen zoals voorverwarmen of gecontroleerde afkoeling.
Relatie met andere lasnaadvormen en lastechnieken
De halve Y-naad staat niet op zichzelf maar vormt een schakel tussen verschillende lasnaadvormen. Ten opzichte van een V-naad biedt zij minder symmetrie maar meer toegankelijkheid. In vergelijking met een X-naad is zij eenvoudiger uit te voeren, maar minder geschikt voor zeer grote plaatdiktes of extreem hoge belastingen.
In combinatie met andere lastechnieken zoals dubbele hoeklassen of samengestelde lasconstructies kan de halve Y-naad deel uitmaken van een groter ontwerpconcept. De keuze voor deze naadvorm zegt iets over de balans tussen maakbaarheid, kosten en technische eisen.
Een goed begrip van de halve Y-naad helpt om lasverbindingen niet alleen uit te voeren, maar ook te beoordelen. Het maakt duidelijk waarom bepaalde naadvormen worden gekozen en welke consequenties dat heeft voor lasproces, inspectie en constructieve betrouwbaarheid.
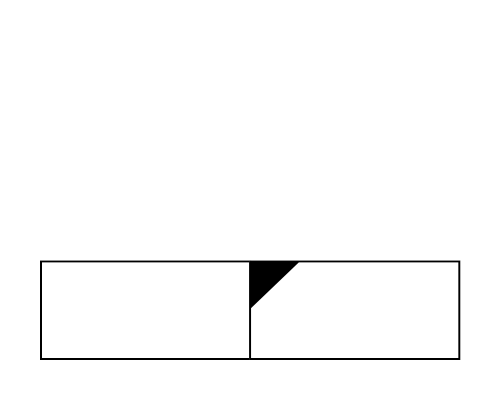
Hoeklas
Een hoeklas wordt toegepast wanneer twee platen haaks op elkaar staan. Deze verbinding komt voor in vrijwel alle constructies zoals kokers, frames en staalconstructies.
Lasteken:
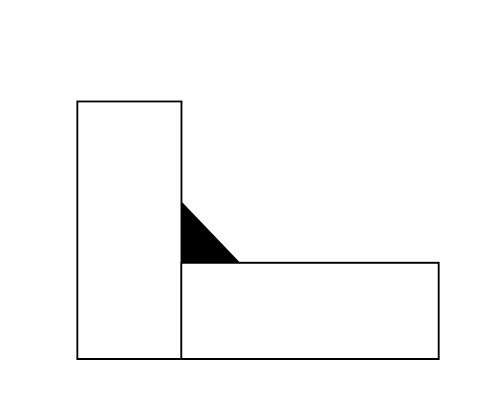
Dubbele hoeklas
Een dubbele hoeklas ontstaat wanneer beide zijden van een hoek worden gelast. Dit verhoogt de sterkte en wordt toegepast bij constructies die krachten uit meerdere richtingen moeten opvangen.
Lasteken:

V-naad
Bij een V-naad worden de plaatkanten schuin afgeschuind zodat er ruimte ontstaat voor doorlassing. Dit is geschikt voor dikker materiaal en verbindingen waar sterkte belangrijk is.
Lasteken:
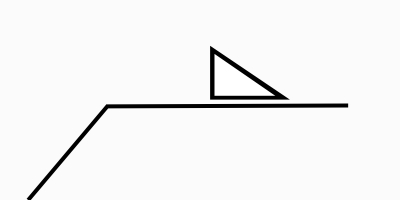
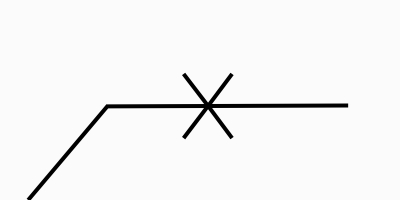
Halve V-naad
Bij een halve V-naad wordt slechts één plaatkant afgeschuind. Dit is handig wanneer slechts één zijde bereikbaar is, maar toch een sterke las moet worden gelegd.
Lasteken:
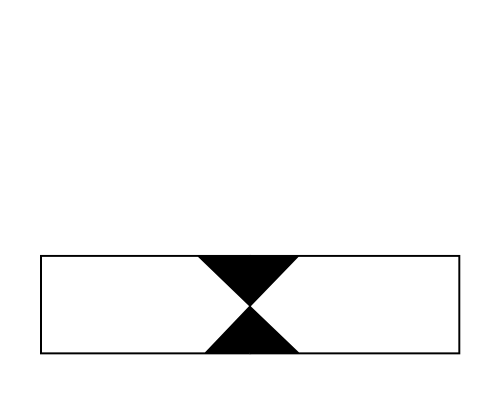
X-naad
Een X-naad bestaat uit een dubbele afschuining, waardoor de las van beide zijden kan worden gelegd. Perfect voor zware constructies en dikke platen.
Lasteken:
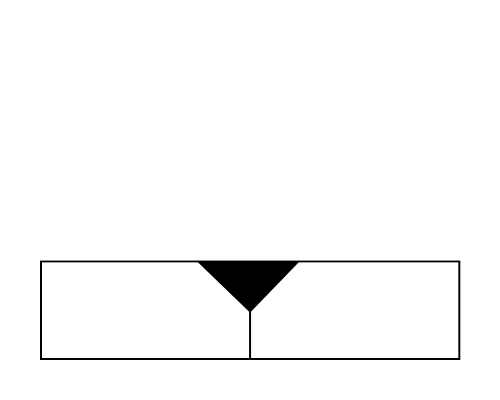
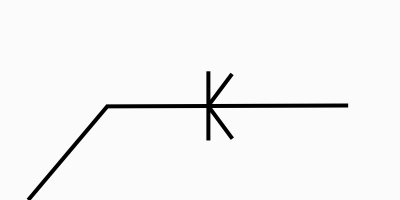
Y-naad
Een Y-naad heeft een asymmetrische, afgeronde afschuining die helpt om diep in te lassen met minder warmte-inbreng. Deze naadvorm komt voor bij dik materiaal en hoogwaardige verbindingen.
Lasteken:
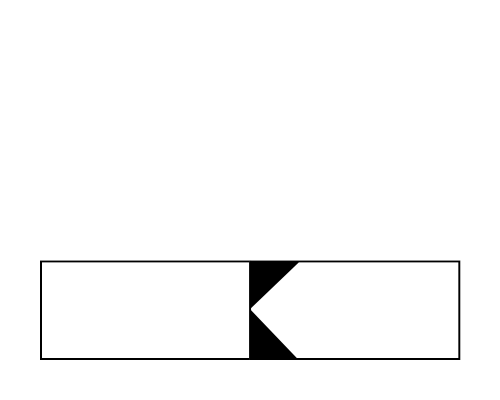
K-naad
De K-naad wordt gebruikt wanneer één zijde moeilijk bereikbaar is, maar er toch volledige doorlassing nodig is. Het is een asymmetrische naad die één keer afgeschuind wordt.
Lasteken:
Inhoudelijke afronding
Halve Y naad lassen is meer dan een variatie op bestaande naadvormen. Het is een bewuste technische keuze die voortkomt uit ontwerpbeperkingen, materiaaleigenschappen en praktische uitvoerbaarheid. De asymmetrische lasnaad vraagt om inzicht in warmte-inbreng, lasproces en materiaalgedrag, maar biedt tegelijkertijd flexibiliteit in situaties waar symmetrische oplossingen niet haalbaar zijn.
Door deze naadvorm te begrijpen binnen de bredere context van lassen en constructie, ontstaat beter inzicht in de samenhang tussen tekening, uitvoering en kwaliteit. Dat maakt de halve Y-naad tot een relevant en veelgebruikt onderdeel van professioneel laswerk binnen de metaalbewerking.
