
Metaal-WIKI
V naad lassen
V naad lassen is een veelgebruikte benadering om twee metalen delen constructief met elkaar te verbinden wanneer een eenvoudige I-naad technisch onvoldoende is. De vorm van de laskant bepaalt in hoge mate hoe de las zich opbouwt, hoe warmte wordt ingebracht en hoe belastingen uiteindelijk door de verbinding worden opgenomen. De V-naad is daarmee geen detail aan de rand van het lasproces, maar een bewuste keuze die samenhangt met maakbaarheid, kwaliteit en betrouwbaarheid van het geheel.
Lasteken
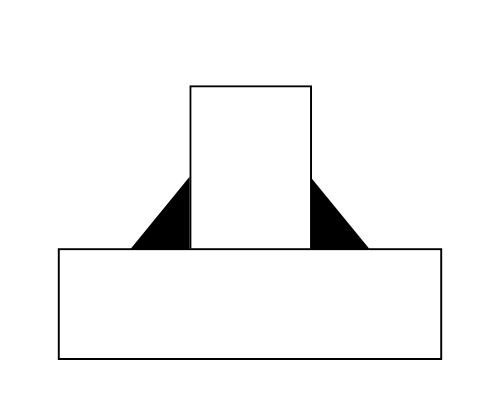
V-naad lassen – Constructieve lasverbinding
Binnen de metaalbewerking wordt de V-naad gezien als een klassieke oplossing voor stompe lasnaden waarbij sterkte en doorlassing centraal staan. De V-vorm ontstaat door het afschuinen van één of beide werkstukken, waardoor ruimte ontstaat voor het lasmetaal en de lasboog. Deze geometrie maakt het mogelijk om het smeltbad gecontroleerd op te bouwen en de las in meerdere lagen te vullen. Dat is vooral relevant wanneer materiaaldikte en constructieve eisen verder gaan dan wat met een rechte laskant haalbaar is.
Waarom een V-naad relevant is binnen constructief laswerk
De relevantie van de V-naad ligt in de combinatie van toegankelijkheid en sterkte. Bij dikkere materialen is het moeilijk om met een I-naad voldoende doorlassing te bereiken zonder extreme warmte-inbreng. Door het materiaal af te schuinen ontstaat een lasnaadvorm die de lasboog geleidt en het toevoegmateriaal richting de wortel stuurt. Hierdoor kan een homogene las worden opgebouwd die krachten gelijkmatig overdraagt.
In constructies waar trek, druk of buiging door de verbinding lopen, is dit van groot belang. De las is niet alleen een verbindend element, maar maakt integraal deel uit van de sterkte van het geheel. Een V-naad biedt daarbij een voorspelbaar lasvolume en een geometrie die goed aansluit bij gangbare lasprocessen en lasmachines.
Technische betekenis van de V-vorm in de lasnaad
De V-vorm bepaalt hoe het smeltbad zich gedraagt tijdens het lassen. De openingshoek, de wortelspleet en de eventuele wortelopening beïnvloeden samen de penetratie en de vorm van de lasrups. Een te smalle V kan leiden tot onvoldoende doorlassing, terwijl een te brede V onnodig veel lasmetaal vraagt en extra warmte inbrengt.
Technisch gezien fungeert de V-naad als een geleider voor warmte en lasmetaal. De schuine flanken zorgen ervoor dat de lasboog niet alleen het oppervlak verhit, maar ook diep in de naad werkt. Dit maakt het mogelijk om lagen op elkaar te stapelen zonder dat de onderste lagen onvoldoende versmelten met het basismateriaal.
Relatie met lasprocessen en lasmethoden
V naad lassen is sterk verbonden met booglassen in verschillende varianten. MIG MAG lassen wordt veel toegepast vanwege de goede balans tussen penetratie en productiviteit. Het proces leent zich goed voor het vullen van de V-naad in meerdere lagen en wordt vaak ingezet bij staalconstructies.
TIG lassen wordt vooral gebruikt voor wortellassen of bij situaties waar nauwkeurige beheersing van het smeltbad nodig is. De stabiliteit van de lasboog en de controle over het toevoegmateriaal maken dit proces geschikt voor dunne wortels en kritische verbindingen. Bij elektrisch booglassen met beklede elektroden speelt de V-naad eveneens een belangrijke rol, omdat de vorm helpt om slak en lasmetaal gecontroleerd te positioneren.
De keuze van het lasproces heeft directe gevolgen voor de optimale vorm van de V-naad. Wat bij TIG lassen werkt, is niet automatisch geschikt voor MIG MAG lassen. Daarom wordt de naadvorm altijd afgestemd op de lasmethode, de laspositie en de beschikbare lasapparatuur.
Praktische toepassing van V-naad lassen in staalconstructies
In de praktijk komt V naad lassen veel voor bij dragende constructies, machineframes en samengestelde staalonderdelen. Vooral bij plaatdiktes waar een I-naad tekortschiet, biedt de V-naad een werkbaar compromis tussen bewerkbaarheid en sterkte. Het afschuinen van de laskanten vraagt extra voorbereiding, maar levert een beter controleerbaar lasproces op.
Bij maatwerk en constructieprojecten wordt de V-naad vaak toegepast wanneer onderdelen slechts van één zijde toegankelijk zijn. In dat geval is een X-naad niet praktisch en biedt een enkelzijdige V-naad voldoende ruimte om de las op te bouwen. Dit maakt de V-naad geschikt voor uiteenlopende situaties, van enkelstuks tot seriematig werk.
Invloed op vervorming en spanningen in het werkstuk
Een belangrijk aandachtspunt bij V naad lassen is de warmte-inbreng. Door het grotere lasvolume ten opzichte van een I-naad wordt meer energie in het werkstuk gebracht. Dit leidt tot krimp tijdens afkoelen en kan vervormingen veroorzaken. De V-vorm speelt hierin een dubbele rol. Enerzijds maakt zij gecontroleerde doorlassing mogelijk, anderzijds vergroot zij het volume van het lasmetaal.
In de praktijk wordt dit ondervangen door lasvolgorde, hechtlassen en soms door symmetrisch lassen. De vorm van de V-naad bepaalt hoe de warmte zich verspreidt en waar spanningen zich concentreren. Een goed gekozen naadvorm draagt bij aan een gelijkmatige warmteverdeling en beperkt het risico op scheurvorming.
Kwaliteit en mogelijke lasfouten bij V-naden
De geometrie van de V-naad heeft directe invloed op het ontstaan van lasfouten. Onvoldoende afschuinen kan leiden tot gebrek aan doorlassing of insluitingen in de wortel. Een te grote openingshoek vergroot de kans op ondersnijding of overmatige lasversterking.
Daarnaast speelt de laagopbouw een rol. Omdat V-naden vaak in meerdere lagen worden gelast, is de hechting tussen de lagen essentieel. Onjuiste reiniging of een verkeerde lasinstelling kan leiden tot bindingsfouten tussen de lagen. De vorm van de V-naad maakt deze fouten soms lastig zichtbaar, wat extra aandacht vraagt bij lasinspectie.
Relatie met andere lasnaadvormen
De V-naad staat niet op zichzelf maar maakt deel uit van een breder spectrum aan lasnaadvormen. In vergelijking met een X-naad is de V-naad eenvoudiger in voorbereiding en geschikt voor enkelzijdige toegang. Ten opzichte van een U-naad vraagt de V-naad meer lasmetaal, maar is zij makkelijker te realiseren zonder gespecialiseerde bewerkingsmachines.
Ook ten opzichte van hoeklassen en overlaplassen is het onderscheid duidelijk. Waar hoeklassen vaak worden gebruikt voor verbindingen onder een hoek, is de V-naad specifiek bedoeld voor stompe lasnaden waarbij de krachtlijn door de las loopt. Dit maakt de V-naad bij uitstek een constructieve oplossing.
Hoeklas
Een hoeklas wordt toegepast wanneer twee platen haaks op elkaar staan. Deze verbinding komt voor in vrijwel alle constructies zoals kokers, frames en staalconstructies.
Lasteken:
Dubbele hoeklas
Een dubbele hoeklas ontstaat wanneer beide zijden van een hoek worden gelast. Dit verhoogt de sterkte en wordt toegepast bij constructies die krachten uit meerdere richtingen moeten opvangen.
Lasteken:

Halve V-naad
Bij een halve V-naad wordt slechts één plaatkant afgeschuind. Dit is handig wanneer slechts één zijde bereikbaar is, maar toch een sterke las moet worden gelegd.
Lasteken:
X-naad
Een X-naad bestaat uit een dubbele afschuining, waardoor de las van beide zijden kan worden gelegd. Perfect voor zware constructies en dikke platen.
Lasteken:
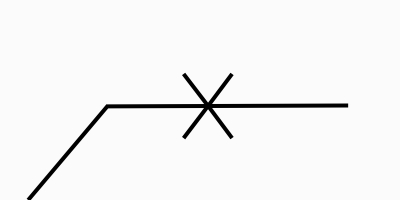
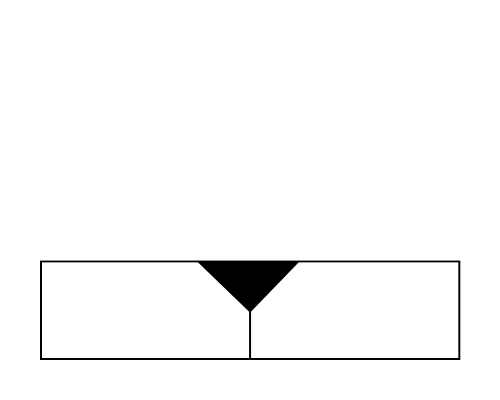
Y-naad
Een Y-naad heeft een asymmetrische, afgeronde afschuining die helpt om diep in te lassen met minder warmte-inbreng. Deze naadvorm komt voor bij dik materiaal en hoogwaardige verbindingen.
Lasteken:
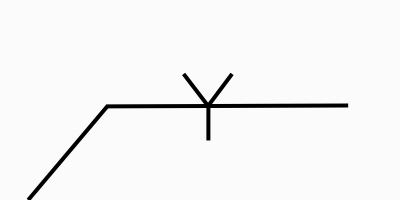
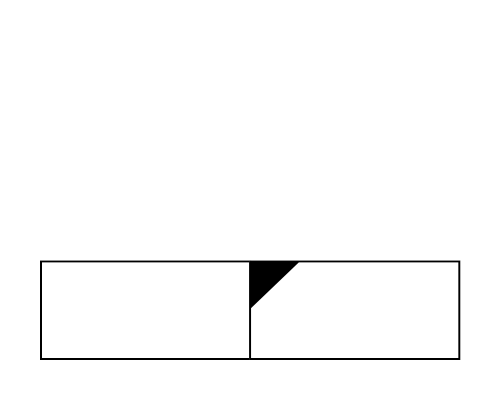
Halve Y-naad
Een halve Y-naad wordt toegepast wanneer slechts één zijde te lassen is, maar toch voldoende doorlassing nodig is. De asymmetrische vorm maakt de verbinding geschikt voor beperkt toegankelijke constructies.
Lasteken:
K-naad
De K-naad wordt gebruikt wanneer één zijde moeilijk bereikbaar is, maar er toch volledige doorlassing nodig is. Het is een asymmetrische naad die één keer afgeschuind wordt.
Lasteken:
Technische randvoorwaarden en voorbereiding
Een goed uitgevoerde V-naad begint bij de voorbereiding. Het afschuinen van de laskanten moet nauwkeurig gebeuren om een consistente naadvorm te verkrijgen. Variaties in hoek of wortelspleet leiden direct tot variaties in lasgedrag. In de praktijk betekent dit dat snijden, slijpen of machinaal afschuinen onderdeel zijn van het lasproces, niet slechts een voorbereidende stap.
Daarnaast spelen veiligheid en ergonomie een rol. Het werken aan open V-naden brengt blootstelling aan hitte, licht en lasrook met zich mee. Persoonlijke beschermingsmiddelen en een stabiele werkopstelling zijn noodzakelijk om het werk beheersbaar en veilig te houden.
Samenvattende beschouwing
V naad lassen is een fundamenteel onderdeel van constructief laswerk binnen de metaalbewerking. De V-vorm van de lasnaad bepaalt hoe het lasproces verloopt, hoe warmte wordt ingebracht en hoe belastingen door de verbinding worden overgedragen. De keuze voor deze naadvorm is altijd een afweging tussen maakbaarheid, kwaliteit en constructieve eisen.
Door de sterke samenhang met lasprocessen, materiaalgedrag en inspecteerbaarheid vraagt de V-naad om technisch inzicht en vakmanschap. Een goed begrip van deze naadvorm helpt om lasverbindingen te realiseren die niet alleen voldoen aan de directe functionele eisen, maar ook duurzaam en reproduceerbaar zijn binnen de praktijk van staalconstructies.
