
Metaal-WIKI
X-naad lassen
X naad lassen wordt toegepast in situaties waarin een lasverbinding over de volledige materiaaldikte betrouwbaar moet zijn en waarbij vervorming en spanningsopbouw beheersbaar moeten blijven. De X-naad is geen op zichzelf staande techniek, maar een bewuste keuze binnen het ontwerp en de voorbereiding van een lasverbinding. Door de symmetrische opbouw van de naad ontstaat een verbinding die technisch goed aansluit bij zwaardere constructies en nauwkeurig vervaardigde onderdelen.
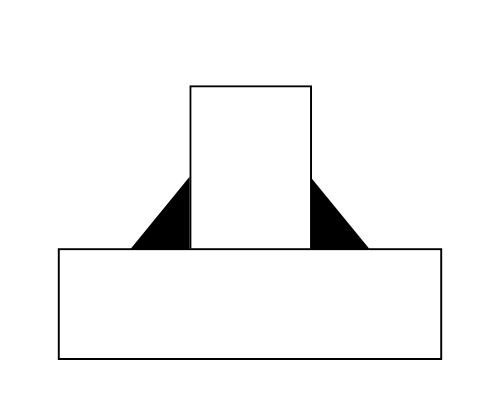
Lasteken
X-naad lassen – Dubbelzijdige doorlassing
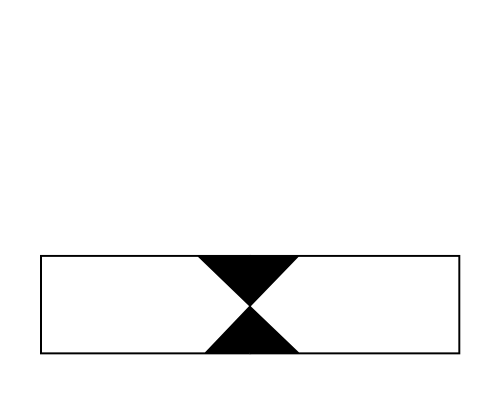
Binnen de metaalbewerking wordt een X-naad gekenmerkt door een lasvoorbereiding aan beide zijden van de te verbinden delen. De doorsnede van de naad vertoont een X-vorm doordat boven en onder een laskant is aangebracht. Hierdoor kan de las van beide zijden worden uitgevoerd en ontstaat een volledig doorlassende verbinding zonder dat één zijde extreem diep hoeft te worden gelast.
Deze naadvorm behoort tot de stompe lasnaden. In tegenstelling tot niet-stompe lasnaden, zoals hoeklassen, ligt de focus volledig op het doorlassen van de materiaaldikte en het realiseren van een homogeen lasmetaal. De symmetrische X-naad wordt vaak gekozen wanneer de constructieve eisen hoog zijn en de lasverbinding geen zwakke schakel mag vormen binnen het geheel.
Waarom een X-naad relevant is binnen de metaalbewerking
De relevantie van X-naad lassen zit in de combinatie van sterkte, beheersing en reproduceerbaarheid. Bij toenemende plaatdiktes wordt een enkelzijdige V-naad steeds ongunstiger door de grote hoeveelheid toevoegmateriaal en de hoge warmte-inbreng die nodig is om volledige doorlassing te bereiken. Dit kan leiden tot ongewenste vervorming en restspanningen.
Door te kiezen voor een symmetrische X-naad wordt de lasopbouw verdeeld over twee zijden. De warmte-inbreng per zijde blijft beperkter en krimpkrachten werken elkaar gedeeltelijk tegen. Dit maakt het eenvoudiger om maatvastheid te behouden, vooral bij constructies en machineonderdelen waar toleranties kritisch zijn.
Technische werking van een symmetrische X-naad
De technische werking van een X-naad is gebaseerd op het gecontroleerd samenbrengen van twee laskanten die elkaar in het midden van het materiaal ontmoeten. Beide zijden dragen bij aan de uiteindelijke doorlassing. De las wordt doorgaans in meerdere gangen opgebouwd, waarbij de volgorde en balans tussen boven- en onderzijde van belang zijn.
De symmetrische opbouw zorgt ervoor dat het lasmetaal gelijkmatig over de dikte wordt verdeeld. Hierdoor ontstaat een lasverbinding met een meer uniforme structuur dan bij een asymmetrische naadvorm. De X-naad beïnvloedt daarmee niet alleen de geometrie van de las, maar ook het metallurgische gedrag van het materiaal rondom de naad.
Relatie met andere naadvormen en lasverbindingen
De X-naad staat niet los van andere naadvormen zoals de V- of K-naad. In de praktijk wordt per situatie afgewogen welke naadvorm technisch het meest geschikt is. Waar een V-naad eenvoudiger kan zijn bij kleinere diktes, biedt de X-naad voordelen bij grotere materiaaldiktes en hogere constructieve eisen.
Binnen het bredere kader van lasverbindingen vormt de X-naad een voorbeeld van hoe naadvorm, lasproces en constructieve eisen elkaar beïnvloeden. Het begrip X-naad is daarmee onlosmakelijk verbonden met het denken in lasnaden, materiaalgedrag en structurele betrouwbaarheid.
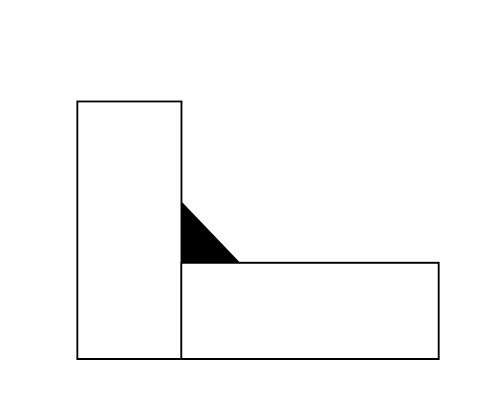
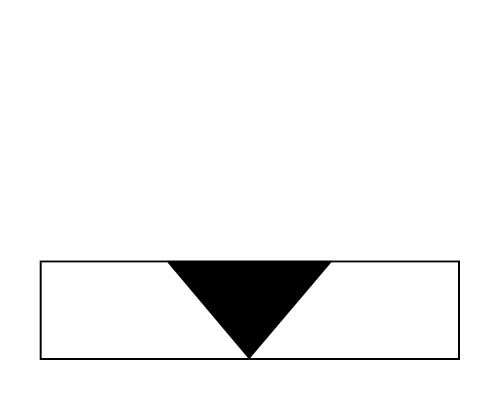
Hoeklas
Een hoeklas wordt toegepast wanneer twee platen haaks op elkaar staan. Deze verbinding komt voor in vrijwel alle constructies zoals kokers, frames en staalconstructies.
Lasteken:
Dubbele hoeklas
Een dubbele hoeklas ontstaat wanneer beide zijden van een hoek worden gelast. Dit verhoogt de sterkte en wordt toegepast bij constructies die krachten uit meerdere richtingen moeten opvangen.
Lasteken:

V-naad
Bij een V-naad worden de plaatkanten schuin afgeschuind zodat er ruimte ontstaat voor doorlassing. Dit is geschikt voor dikker materiaal en verbindingen waar sterkte belangrijk is.
Lasteken:
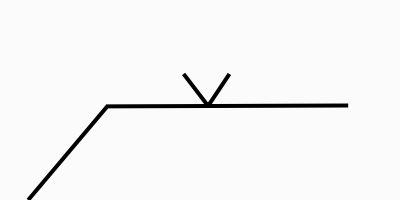
Halve V-naad
Bij een halve V-naad wordt slechts één plaatkant afgeschuind. Dit is handig wanneer slechts één zijde bereikbaar is, maar toch een sterke las moet worden gelegd.
Lasteken:
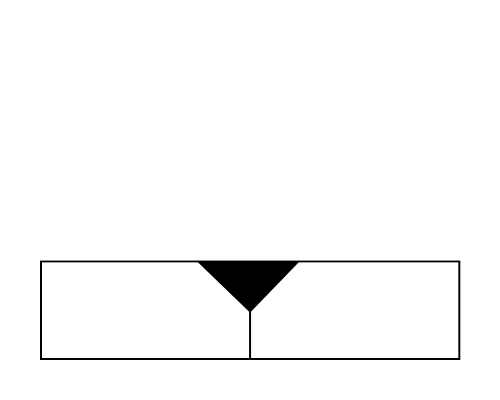
Y-naad
Een Y-naad heeft een asymmetrische, afgeronde afschuining die helpt om diep in te lassen met minder warmte-inbreng. Deze naadvorm komt voor bij dik materiaal en hoogwaardige verbindingen.
Lasteken:
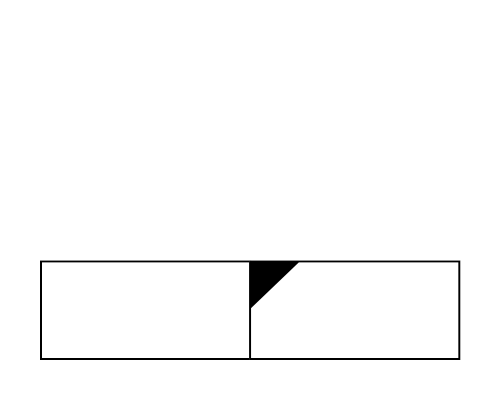
Halve Y-naad
Een halve Y-naad wordt toegepast wanneer slechts één zijde te lassen is, maar toch voldoende doorlassing nodig is. De asymmetrische vorm maakt de verbinding geschikt voor beperkt toegankelijke constructies.
Lasteken:
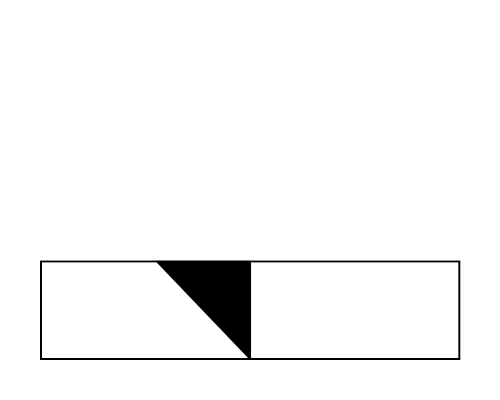
K-naad
De K-naad wordt gebruikt wanneer één zijde moeilijk bereikbaar is, maar er toch volledige doorlassing nodig is. Het is een asymmetrische naad die één keer afgeschuind wordt.
Lasteken:
Relatie met lasprocessen en uitvoering
X-naad lassen is niet gebonden aan één specifiek lasproces. Afhankelijk van materiaalsoort, plaatdikte en gewenste laskwaliteit kan de naad worden gelast met verschillende processen. De gekozen naadvorm heeft wel directe invloed op de uitvoering. De toegankelijkheid van beide zijden vereist een doordachte positionering van het werkstuk en een vastgelegde lasvolgorde.
De lasvolgorde speelt een belangrijke rol in het beheersen van vervorming. Vaak wordt afwisselend aan beide zijden gelast om spanningen te verdelen. Een ongebalanceerde uitvoering kan het voordeel van de symmetrische X-naad tenietdoen, waardoor alsnog kromtrekking of spanningsconcentraties ontstaan.

TIG lassen
TIG lassen is een nauwkeurige lastechniek waarbij een niet-afsmeltende wolfraamelektrode en een inert gas (argon) zorgen voor een stabiele, schone las.
Typische toepassingen:
- Dun plaatwerk
- RVS en aluminium
- Zichtwerk met hoge esthetische eisen
- Precisiewerk in machinebouw of food-industrie

MIG/MAG lassen
MIG/MAG lassen gebruikt een continu aangevoerde lasdraad en een gasbescherming. MIG werkt met inert gas (argon/helium), MAG met actief gas (CO₂ of menggas).
Typische toepassingen:
- Staalconstructies
- Seriewerk en productie
- Middeldikke platen
- Carrosserie, machinebouw, constructiewerk

Elektrode lassen (BMBE)
Elektrode lassen gebruikt een beklede staaf die zelf smelt en een beschermende slaklaag vormt tijdens het lassen.
Typische toepassingen:
- Buitenwerk (ongevoelig voor wind)
- Reparaties
- Moeilijk bereikbare plekken
- Dikkere materialen

Autogeen lassen
Autogeen lassen gebruikt een vlam van acetyleen en zuurstof om het metaal te smelten. Soms is geen toevoegmateriaal nodig.
Typische toepassingen:
- Dunwandige buizen
- Kleine constructies
- Installatietechniek
- Reparaties

Poederdek lassen (OP-lassen / SAW)
Poederdek lassen is een automatisch proces waarbij de lasboog verborgen zit onder een laag laspoeder, wat zorgt voor diepe en gelijkmatige lassen.
Typische toepassingen:
- Dikke platen
- Zware constructies
- Continu lange lassen
- Grote seriematige productie
Praktische toepassingen van X-naad lassen
In de praktijk wordt X-naad lassen vooral toegepast bij dikkere platen en constructieve verbindingen waar volledige doorlassing vereist is. Denk aan dragende delen in staalconstructies, machineframes en zware componenten binnen de machinebouw. In deze toepassingen is de lasverbinding vaak direct belast en moet deze betrouwbaar functioneren over de gehele levensduur van het product.
Ook in situaties waar inspectie een belangrijke rol speelt, kan een X-naad functioneel zijn. De symmetrische opbouw kan het beoordelen van de doorlassing ondersteunen, mits de las correct is uitgevoerd en de naadvoorbereiding nauwkeurig is aangebracht.
Technische aandachtspunten en randvoorwaarden
Hoewel de X-naad veel voordelen biedt, vraagt deze naadvorm om zorgvuldige voorbereiding. De laskanten moeten nauwkeurig worden aangebracht en correct worden uitgelijnd. Kleine afwijkingen kunnen ertoe leiden dat de lassen elkaar in het midden niet volledig ontmoeten, wat de doorlassing en sterkte van de verbinding negatief beïnvloedt.
Daarnaast vraagt X-naad lassen om discipline in uitvoering. De symmetrie van de naad werkt alleen in het voordeel wanneer de lasopbouw aan beide zijden in balans is. Onvoldoende beheersing van warmte-inbreng, lasvolgorde of toevoegmateriaal kan leiden tot interne spanningen of onregelmatigheden in het lasmetaal.
Inhoudelijke afronding
X-naad lassen is een technisch doordachte naadvorm die vooral tot zijn recht komt in constructies waar volledige doorlassing, maatvastheid en betrouwbaarheid centraal staan. De symmetrische opbouw biedt voordelen op het gebied van warmtebeheersing en spanningsverdeling, mits de voorbereiding en uitvoering zorgvuldig worden uitgevoerd. Binnen de metaalbewerking is de X-naad daarmee een belangrijke optie voor vakmensen en engineers die lasverbindingen willen ontwerpen en realiseren met oog voor kwaliteit en technische consistentie.
