
Metaal-WIKI
K-naad lassen
De keuze voor een K-naad komt voort uit een praktisch en constructief probleem dat zich voordoet zodra materiaaldiktes toenemen. Waar dunne en middelzware platen vaak probleemloos met een V-naad of zelfs een I-naad te lassen zijn, verandert het spel wanneer dik materiaal volledig moet worden doorgelast. Het lasvolume neemt snel toe, de warmte-inbreng wordt moeilijker beheersbaar en vervormingen stapelen zich op. K naad lassen is ontstaan als antwoord op die combinatie van technische eisen en praktische beperkingen.
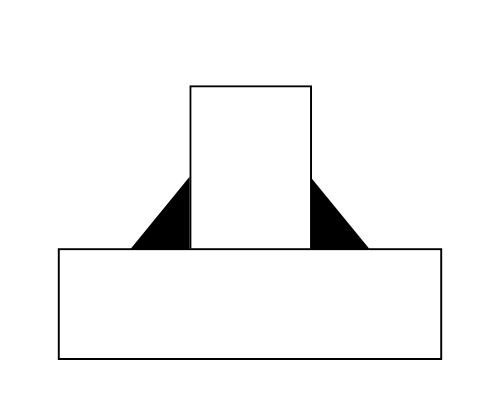
Lasteken
K-naad lassen – Volledige doorlassing bij dik materiaal
Binnen de metaalbewerking wordt een K-naad toegepast bij stompe lasverbindingen waarbij beide werkstukken aan twee zijden zijn afgeschuind. In doorsnede ontstaat een naadvorm die lijkt op de letter K. Deze geometrie maakt het mogelijk om de las in meerdere gangen op te bouwen, waarbij de warmte-inbreng en het lasvolume beter worden verdeeld dan bij een enkelzijdige V-naad.
De kern van deze naadvorm is volledige doorlassing. Dat betekent dat de las over de volledige materiaaldikte een metallurgisch aaneengesloten verbinding vormt. Bij constructies waar krachten door de doorsnede worden geleid, is dat geen luxe maar een functionele vereiste. De K-naad biedt hier een technisch betrouwbare oplossing zonder dat extreem diepe laskanten of zeer grote smeltbaden nodig zijn.
Waarom deze naadvorm relevant is binnen de metaalbewerking
In de praktijk worden constructies steeds zwaarder belast terwijl toleranties en maatvastheid strenger worden. Tegelijkertijd blijft efficiëntie belangrijk. Een lasnaad die technisch voldoet maar leidt tot overmatige vervorming of nabewerking, verliest zijn waarde. De K-naad bevindt zich precies op het snijvlak van deze belangen.
Bij dik staal bijvoorbeeld kan een enkelzijdige V-naad leiden tot hoge restspanningen doordat het grootste deel van de warmte vanaf één zijde wordt ingebracht. Dat veroorzaakt kromtrekken en spanningsconcentraties in de lasverbinding. Door het lasvolume te spreiden over twee zijden, zoals bij een K-naad, wordt de warmteverdeling gelijkmatiger en neemt het risico op vervormingen af.
Ook vanuit reproduceerbaarheid is deze naadvorm relevant. Wanneer laskanten consequent en nauwkeurig worden voorbereid, ontstaat een voorspelbaar lasproces dat zich goed laat herhalen. Dat past bij een werkomgeving waarin kwaliteit niet afhankelijk mag zijn van toevallige omstandigheden, maar het resultaat moet zijn van gecontroleerde keuzes.
Technische uitleg van de werking van een K-naad
De werking van een K-naad is nauw verbonden met de geometrie van de laskanten. Beide werkstukken worden onder een bepaalde hoek afgeschuind, waarbij de tussenruimte en wortelhoogte zorgvuldig worden gekozen. Deze parameters bepalen hoe de lasboog het smeltbad vormt en hoe diep de doorlassing plaatsvindt.
Tijdens het lassen wordt de naad doorgaans in meerdere lagen opgebouwd. De eerste gangen zorgen voor de wortel en basisversmelting, waarna vervolglagen de naad volledig vullen. Doordat het lasproces aan beide zijden van het werkstuk kan plaatsvinden, blijft de effectieve smeltbreedte per zijde beperkt. Dat vermindert het risico op onvoldoende versmelting en maakt de beheersing van het smeltbad eenvoudiger.
De relatie met het gekozen lasproces is hierbij cruciaal. TIG-lassen biedt veel controle over het smeltbad en wordt vaak ingezet bij precisiewerk of bij materialen die gevoelig zijn voor lasfouten. MIG/MAG lassen wordt juist gekozen wanneer productiviteit en consistentie belangrijk zijn, bijvoorbeeld bij seriematig laswerk of grotere constructies. In beide gevallen stelt de K-naad eisen aan lasstroom, toevoegmateriaal en lasvolgorde.
Praktische toepassing in constructies en machinebouw
In de praktijk komt K naad lassen vooral voor bij dragende constructies, zware frames en onderdelen met aanzienlijke materiaaldiktes. Denk aan machineframes, dragende balken of verbindingen waar krachten uit meerdere richtingen samenkomen. In zulke situaties is een stompe lasnaad met volledige doorlassing vaak noodzakelijk om spanningen gelijkmatig door te geven.
Ook bij samengestelde constructies waarin lassen wordt gecombineerd met frezen of andere nabewerkingen speelt de K-naad een rol. Een stabiele, goed doorlaste verbinding voorkomt dat het werkstuk tijdens latere bewerkingen vervormt. Dat verhoogt de maatvastheid en verkleint de kans op afkeur in een latere productiefase.
Bij aluminium wordt de K-naad eveneens toegepast, al liggen de aandachtspunten daar anders. De hoge warmtegeleiding van aluminium vraagt om zorgvuldige warmte-inbreng om doorlassing te bereiken zonder overmatige oxidatie of vervorming. De symmetrische opbouw van de K-naad helpt om deze balans beter te beheersen dan bij een enkelzijdige naadvorm.
Technische aandachtspunten bij het lassen van een K-naad
Hoewel de K-naad veel voordelen biedt, brengt deze naadvorm ook specifieke randvoorwaarden met zich mee. De voorbereiding van de laskanten is kritisch. Onregelmatige afschuiningen of variaties in tussenruimte leiden direct tot problemen in het lasproces. Dat kan zich uiten in onvoldoende doorlassing, slakinsluitingen of spanningsconcentraties.
Warmtebeheersing is een tweede belangrijk aandachtspunt. Doordat de las in meerdere lagen wordt opgebouwd, moet rekening worden gehouden met tussentijdse afkoeling en de invloed daarvan op materiaalstructuur en restspanningen. Een onjuiste lasvolgorde kan alsnog leiden tot vervormingen, ondanks de gunstige naadvorm.
Ook inspecteerbaarheid speelt mee. Volledige doorlassing moet aantoonbaar zijn. De gekozen naadvorm beïnvloedt hoe goed visuele inspectie of niet destructief onderzoek kan worden uitgevoerd. Een goed ontworpen K-naad vergemakkelijkt deze beoordeling doordat de lasstructuur voorspelbaar is opgebouwd.
Relatie met andere lasnaadvormen en lastechnieken
De K-naad staat niet los van andere naadvormen zoals de V-naad, X-naad of U-naad. Elke vorm vertegenwoordigt een andere afweging tussen lasvolume, voorbereiding en lastechniek. Waar een X-naad maximale symmetrie biedt bij zeer dikke platen, vraagt deze vaak meer voorbewerking. Een U-naad kan het lasvolume verder beperken, maar vereist nauwkeurige bewerking van de laskanten.
De keuze voor K naad lassen is daarmee zelden puur theoretisch. Ze komt voort uit de combinatie van materiaaldikte, beschikbare lasapparatuur, gewenste laskwaliteit en praktische maakbaarheid. In die zin vormt de K-naad een logisch onderdeel van het bredere palet aan lastechnieken binnen de professionele metaalbewerking.
Hoeklas
Een hoeklas wordt toegepast wanneer twee platen haaks op elkaar staan. Deze verbinding komt voor in vrijwel alle constructies zoals kokers, frames en staalconstructies.
Lasteken:
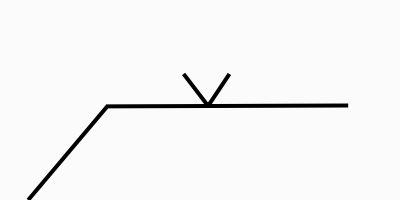
Dubbele hoeklas
Een dubbele hoeklas ontstaat wanneer beide zijden van een hoek worden gelast. Dit verhoogt de sterkte en wordt toegepast bij constructies die krachten uit meerdere richtingen moeten opvangen.
Lasteken:

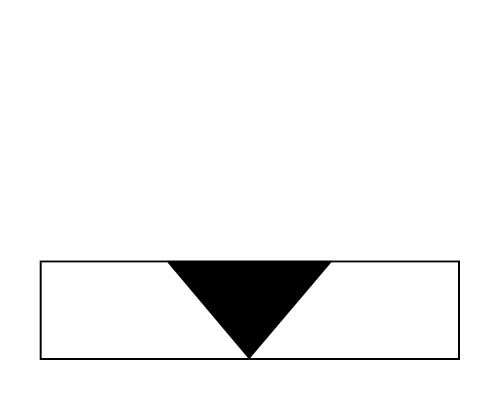
V-naad
Bij een V-naad worden de plaatkanten schuin afgeschuind zodat er ruimte ontstaat voor doorlassing. Dit is geschikt voor dikker materiaal en verbindingen waar sterkte belangrijk is.
Lasteken:
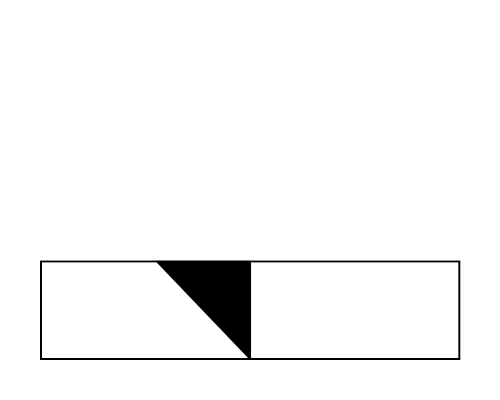
Halve V-naad
Bij een halve V-naad wordt slechts één plaatkant afgeschuind. Dit is handig wanneer slechts één zijde bereikbaar is, maar toch een sterke las moet worden gelegd.
Lasteken:
X-naad
Een X-naad bestaat uit een dubbele afschuining, waardoor de las van beide zijden kan worden gelegd. Perfect voor zware constructies en dikke platen.
Lasteken:
Y-naad
Een Y-naad heeft een asymmetrische, afgeronde afschuining die helpt om diep in te lassen met minder warmte-inbreng. Deze naadvorm komt voor bij dik materiaal en hoogwaardige verbindingen.
Lasteken:
Halve Y-naad
Een halve Y-naad wordt toegepast wanneer slechts één zijde te lassen is, maar toch voldoende doorlassing nodig is. De asymmetrische vorm maakt de verbinding geschikt voor beperkt toegankelijke constructies.
Lasteken:
Inhoudelijke afronding
K naad lassen is een technisch doordachte oplossing voor situaties waarin volledige doorlassing bij dik materiaal noodzakelijk is. De naadvorm combineert beheersbare warmte-inbreng met constructieve betrouwbaarheid en sluit goed aan bij de eisen die in moderne metaalconstructies worden gesteld. Door de relatie met lasprocessen, materiaalgedrag en spanningsopbouw is de K-naad geen detail, maar een fundamentele keuze binnen het ontwerp en de uitvoering van hoogwaardige lasverbindingen.
