
Metaal-WIKI
Y-naad lassen
Beginnen met Y naad lassen vraagt om begrip van waarom deze naadvorm bestaat en welke rol zij speelt binnen constructief laswerk. In de praktijk ontstaat de keuze voor een Y naad zelden toevallig. Ze volgt uit materiaaldikte, bereikbaarheid van het werkstuk, vereiste lassterkte en de mate waarin warmte en vervorming beheerst moeten worden. De Y naad is daarmee geen standaardoplossing maar een technisch middel om doorlassing en kwaliteit in balans te brengen.
Lasteken
Y-naad lassen – Diepe doorlassing met gecontroleerde warmte
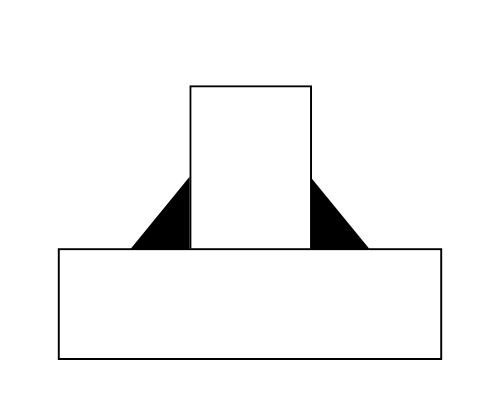
Binnen de metaalbewerking is de Y naad een stompe lasnaad waarbij één laskant wordt afgeschuind en de andere zijde grotendeels recht blijft. Deze geometrie creëert een lasopening die voldoende ruimte biedt voor inbranding en lasopbouw, terwijl het lasvolume beperkt blijft. Hierdoor kan een sterke lasverbinding worden gerealiseerd zonder overmatige warmte-inbreng of onnodige lasvoorbewerking.
De Y naad komt vooral tot zijn recht bij middelgrote tot grotere plaatdiktes waar een I naad onvoldoende zekerheid biedt voor volledige doorlassing. Tegelijkertijd vermijdt deze naadvorm de nadelen van een brede V naad, zoals een hoog lasdraadverbruik, langere lastijden en verhoogde kans op vervorming. De Y naad vormt daarmee een functioneel compromis tussen maakbaarheid en constructieve betrouwbaarheid.
Waarom de Y naad relevant is binnen constructief laswerk
In dragende constructies moet de lasnaad krachten betrouwbaar overbrengen van het ene naar het andere werkstukdeel. Bij stompe verbindingen betekent dit dat de las volledig moet doorlassen en homogeen moet zijn opgebouwd. De Y naad ondersteunt dit door de lasser of lasinstallatie toegang te geven tot de wortel van de verbinding, zonder dat het volledige materiaal moet worden weggenomen.
Voor engineers en werkvoorbereiders biedt de Y naad ontwerpvrijheid. De naadvorm maakt het mogelijk om een verbinding te realiseren vanaf één zijde, wat in veel constructies essentieel is vanwege beperkte bereikbaarheid. Denk aan gesloten profielen, samengestelde constructies of situaties waarin het omdraaien van het werkstuk niet wenselijk of mogelijk is. De Y naad draagt zo bij aan een efficiënte en reproduceerbare productiestroom.
Technische werking en geometrie van de Y naad
De werking van de Y naad wordt bepaald door drie hoofdparameters. De afschuinhoek, de lasopening en de wortelland. De afschuinhoek bepaalt hoe toegankelijk de naad is voor de lasboog en hoe het smeltbad zich gedraagt. Een te kleine hoek belemmert de inbranding, terwijl een te grote hoek leidt tot een groter lasvolume en meer warmte-inbreng.
De lasopening zorgt voor ruimte aan de wortelzijde van de verbinding. Deze opening is cruciaal voor het verkrijgen van volledige doorlassing, vooral bij booglassen zoals MIG MAG en TIG lassen. De wortelland fungeert als steun en helpt om doorbranding te voorkomen. De juiste balans tussen deze elementen maakt de Y naad technisch effectief.
In tegenstelling tot een X naad of K naad is de Y naad asymmetrisch. Dit heeft gevolgen voor warmteverdeling en vervorming. Omdat de meeste warmte vanaf één zijde wordt ingebracht, vraagt de uitvoering om aandacht voor lasvolgorde en laslagen. Een goed opgebouwde meerlagenlas helpt om spanningen te verdelen en de lasnaadstructuur te stabiliseren.
Samenhang met lasprocessen en lastechniek
De keuze voor Y naad lassen is onlosmakelijk verbonden met het toegepaste lasproces. Bij MIG MAG lassen wordt de Y naad vaak ingezet vanwege de goede controle over lasparameters en de mogelijkheid tot hoge neersmeltsnelheden. De lasopening moet hierbij nauwkeurig worden afgestemd om spatten, porositeit en onvoldoende inbranding te voorkomen.
Bij TIG lassen biedt de Y naad voordelen door het overzicht op de laswortel en de precieze beheersing van het smeltbad. Dit is met name relevant bij dunner plaatmateriaal of bij lassen waar de kwaliteit van de wortelzijde kritisch is. De lagere neersmeltsnelheid van TIG lassen vraagt wel om een zorgvuldige opbouw van laslagen.
In geautomatiseerde en gerobotiseerde toepassingen is de Y naad aantrekkelijk vanwege de consistente geometrie. Lasrobots en lasmanipulatoren kunnen stabiele lasparameters aanhouden, wat bijdraagt aan reproduceerbare laskwaliteit. Voorwaarde is wel dat de lasvoorbewerking nauwkeurig wordt uitgevoerd, omdat afwijkingen in afschuining of lasopening direct invloed hebben op het lasresultaat.

TIG lassen
TIG lassen is een nauwkeurige lastechniek waarbij een niet-afsmeltende wolfraamelektrode en een inert gas (argon) zorgen voor een stabiele, schone las.
Typische toepassingen:
- Dun plaatwerk
- RVS en aluminium
- Zichtwerk met hoge esthetische eisen
- Precisiewerk in machinebouw of food-industrie

MIG/MAG lassen
MIG/MAG lassen gebruikt een continu aangevoerde lasdraad en een gasbescherming. MIG werkt met inert gas (argon/helium), MAG met actief gas (CO₂ of menggas).
Typische toepassingen:
- Staalconstructies
- Seriewerk en productie
- Middeldikke platen
- Carrosserie, machinebouw, constructiewerk
Praktische toepassing in metaalconstructies en machinebouw
In de praktijk wordt Y naad lassen veel toegepast in staalconstructies, machineframes en dragende onderdelen waar plaatdiktes variëren en een hoge lassterkte vereist is. De naadvorm wordt gekozen wanneer een I naad onvoldoende zekerheid biedt of wanneer een V naad constructief of economisch minder aantrekkelijk is.
Ook bij samengestelde constructies, waarin meerdere platen of profielen samenkomen, biedt de Y naad voordelen. De naad is beter bereikbaar dan complexere naadvormen en laat zich goed combineren met lasposities die niet ideaal zijn. Dit maakt de Y naad geschikt voor zowel handmatig laswerk als voor geautomatiseerde productie.
Bij reparaties en modificaties komt de Y naad eveneens voor. Wanneer bestaande constructies worden aangepast en slechts één zijde toegankelijk is, kan een Y naad de beste oplossing zijn om alsnog een betrouwbare verbinding te realiseren zonder ingrijpende demontage.
Technische aandachtspunten bij uitvoering en kwaliteit
De kwaliteit van een Y naad staat of valt met de voorbereiding. Onnauwkeurige afschuiningen, variaties in lasopening of onvoldoende reiniging van de laskanten vergroten het risico op lasfouten. Slakinsluitingen en porositeit ontstaan vaak in de wortelzone wanneer de lasopening te klein is of wanneer de lasparameters niet zijn afgestemd op de naadgeometrie.
Warmte-inbreng is een ander belangrijk aandachtspunt. Omdat de Y naad vanaf één zijde wordt gelast, kan eenzijdige opwarming leiden tot vervorming of restspanningen. Door een doordachte lasvolgorde en het toepassen van meerdere dunne laslagen kan dit effect worden beperkt.
De afwerking van de lasnaad speelt een rol bij zowel sterkte als inspecteerbaarheid. Een gelijkmatige overgang tussen lasnaad en basismateriaal vermindert spanningsconcentraties en vergemakkelijkt visuele inspectie. Nabewerking zoals slijpen of frezen wordt soms toegepast om aan specifieke eisen te voldoen, maar mag de lasstructuur niet aantasten.
Inspectie en beoordeling van Y naad lassen
Bij inspectie van Y naad lassen ligt de focus op doorlassing, gelijkmatige lasopbouw en het ontbreken van zichtbare lasfouten. Visuele inspectie vormt vaak de eerste stap, waarbij wordt gekeken naar lasoppervlak, lasbreedte en eventuele onregelmatigheden.
Afhankelijk van de toepassing kan aanvullend onderzoek nodig zijn om de interne kwaliteit van de las te beoordelen. Omdat de Y naad wordt ingezet in constructief laswerk, is het van belang dat inspectiemethoden aansluiten bij de gekozen naadvorm en lasmethode. De naadgeometrie beïnvloedt immers hoe eventuele onvolkomenheden zich manifesteren en hoe ze kunnen worden gedetecteerd.
Relatie met andere lasnaadvormen en laskeuzes
De Y naad staat niet op zichzelf maar maakt deel uit van een bredere set lasnaadvormen. In vergelijking met een V naad biedt de Y naad minder lasvolume en een efficiëntere warmtehuishouding. Ten opzichte van een X naad is de Y naad eenvoudiger uit te voeren wanneer slechts één zijde toegankelijk is. K naden en U naden bieden alternatieven bij zeer grote diktes, maar vragen meer voorbewerking en nauwkeurigheid.
De keuze tussen deze naadvormen hangt af van ontwerp, materiaalsoort, lasproces en productiestrategie. Begrip van de eigenschappen van de Y naad helpt om deze afwegingen onderbouwd te maken en om lasverbindingen te ontwerpen die zowel maakbaar als betrouwbaar zijn.
Hoeklas
Een hoeklas wordt toegepast wanneer twee platen haaks op elkaar staan. Deze verbinding komt voor in vrijwel alle constructies zoals kokers, frames en staalconstructies.
Lasteken:
Dubbele hoeklas
Een dubbele hoeklas ontstaat wanneer beide zijden van een hoek worden gelast. Dit verhoogt de sterkte en wordt toegepast bij constructies die krachten uit meerdere richtingen moeten opvangen.
Lasteken:

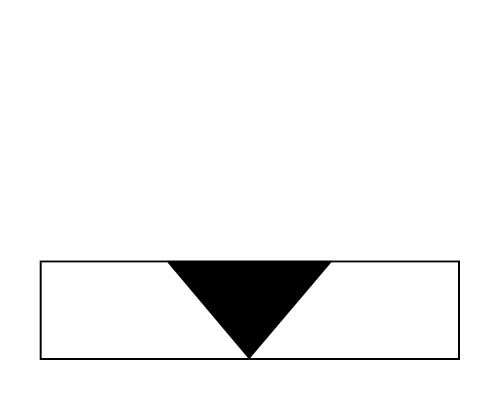
V-naad
Bij een V-naad worden de plaatkanten schuin afgeschuind zodat er ruimte ontstaat voor doorlassing. Dit is geschikt voor dikker materiaal en verbindingen waar sterkte belangrijk is.
Lasteken:
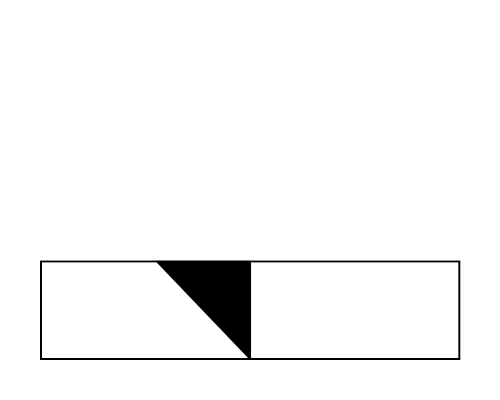
Halve V-naad
Bij een halve V-naad wordt slechts één plaatkant afgeschuind. Dit is handig wanneer slechts één zijde bereikbaar is, maar toch een sterke las moet worden gelegd.
Lasteken:
X-naad
Een X-naad bestaat uit een dubbele afschuining, waardoor de las van beide zijden kan worden gelegd. Perfect voor zware constructies en dikke platen.
Lasteken:
Halve Y-naad
Een halve Y-naad wordt toegepast wanneer slechts één zijde te lassen is, maar toch voldoende doorlassing nodig is. De asymmetrische vorm maakt de verbinding geschikt voor beperkt toegankelijke constructies.
Lasteken:
K-naad
De K-naad wordt gebruikt wanneer één zijde moeilijk bereikbaar is, maar er toch volledige doorlassing nodig is. Het is een asymmetrische naad die één keer afgeschuind wordt.
Lasteken:
Samenvattende afronding
Y naad lassen is een doordachte lasmethode binnen de metaalbewerking die inspeelt op de behoefte aan diepe doorlassing met gecontroleerde warmte-inbreng. De naadvorm verbindt ontwerp, lastechniek en materiaalkennis tot een praktische oplossing voor constructief laswerk. Door aandacht te besteden aan geometrie, lasproces en uitvoering kan de Y naad bijdragen aan sterke, reproduceerbare en inspecteerbare lasverbindingen die passen binnen de eisen van moderne metaalconstructies.
