Van alledaagse objecten zoals frisdrankblikjes tot complexe componenten in de auto-industrie: veel metalen producten danken hun vorm aan een krachtige en precieze techniek. Dieptrekken is een fundamentele methode voor metaal vervormen, waarbij een vlakke metaalplaat wordt getransformeerd tot een naadloze, functionele driedimensionale vorm. Dit proces, gebaseerd op het principe van plastische vervorming, stelt fabrikanten in staat om complexe, sterke en lichte onderdelen te produceren met een uitzonderlijke nauwkeurigheid. In dit artikel duiken we dieper in de wereld van dieptrekken: van de geschikte materialen en het gedetailleerde proces tot de geavanceerde technologieën die de grenzen van het mogelijke verleggen.
Dieptrekken van Metaal
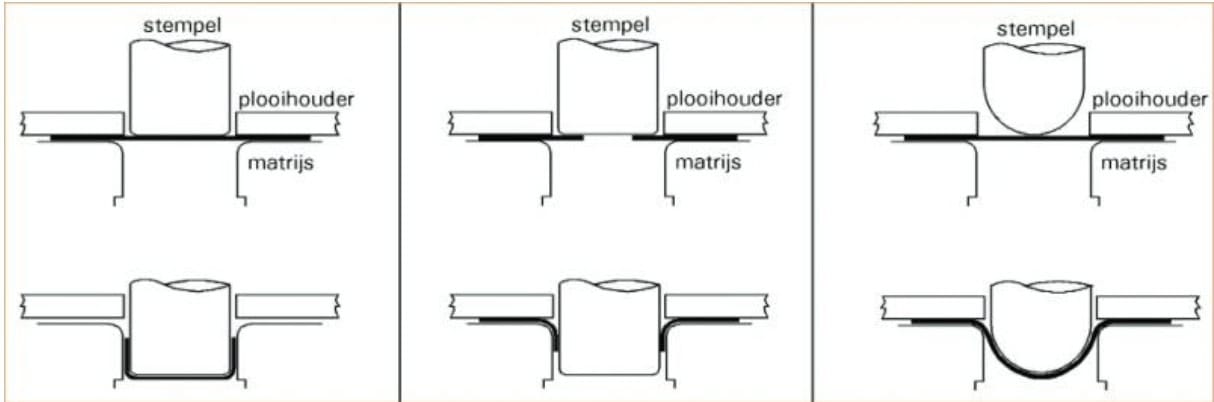
Visualisatie van het dieptrekproces: een stempel perst een vlakke metaalplaat (blenk) in een matrijs om een naadloze 3D-vorm te creëren.
Dieptrekken is een omvormingstechniek waarbij een vlakke metaalplaat, ook wel een ‘blenk’ genoemd, in een matrijs wordt geperst met behulp van een stempel. Door gecontroleerde mechanische kracht wordt het materiaal gedwongen om te vloeien en de vorm van de matrijs aan te nemen, zonder dat er materiaal wordt verwijderd. Het resultaat is een hol, naadloos product.
Het unieke van dieptrekken ligt in de combinatie van trek- en drukkrachten die op het materiaal worden uitgeoefend. Dit proces vereist een diepgaand begrip van materiaalkunde, omdat het metaal zijn breekpunt niet mag overschrijden, maar wel permanent moet vervormen. De techniek is essentieel voor het massaproduceren van producten waarbij naadloosheid, vormvrijheid en structurele integriteit van het hoogste belang zijn. Het correct persen van metaal op deze manier is een kunst op zich, die expertise en precisie-apparatuur vereist.